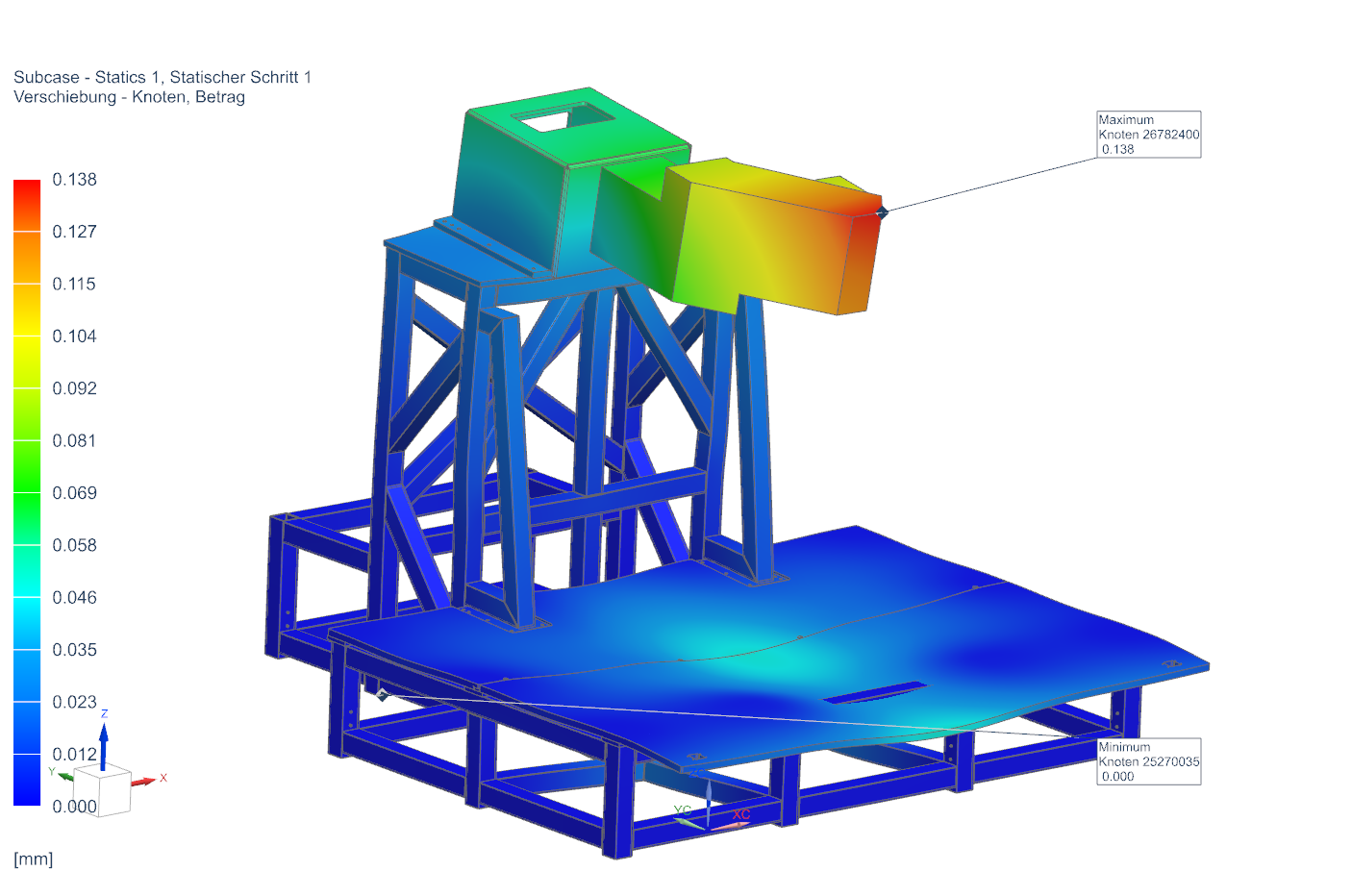
Reliable laser plastic welding starts with a robust part design. EVOSYS uses FEM analysis with Siemens NX to evaluate geometries, stress distribution and potential process risks before tooling, process parameters or production systems are finalized.
Methodological Fundamentals
NX Nastran enables a broad variety of simulations:
• Linear and nonlinear structural mechanics
• Thermal analyses
• Dynamic investigations (natural frequencies, vibration behavior)
• Fracture and durability analyses
Thanks to the integration into Siemens NX, modeling takes place directly from the CAD dataset, ensuring consistent and time-efficient calculations.
Fields of Application
FEM analysis with Siemens NX provides practical support in:
• Optimization of plastic and metal components
• Assessment of manufacturability and stability of injection molding tools
• Prediction of deformations and stresses in complex assemblies
• Integration of filling simulations in the design process
Benefits for Development
• Early detection of potential design weaknesses
• Reduction of iterations in the physical prototyping phase
• Increased product reliability and service life
• More cost-efficient design of tools and components
Practical Relevance
Our many years of experience in design and simulation enable us to apply FEM methodology efficiently in development projects. Especially in the area of plastic component design, FEM supports the evaluation of design variants and the safe dimensioning for series production.
Contact
Evosys Laser Services GmbH
Felix-Klein-Straße 75A
91058 Erlangen, Germany
Phone: +49 9131 40180-0
E-Mail: info@evosys-services.com
Web: www.evosys-services.com
This year our partner Intego GmbH is celebrating its 25th company anniversary. That means 25 years of optical inspection systems with many special solutions for a wide variety of inspection problems of our customers.
Intego GmbH started in 1999 in the premises of the Innovation and Start-up Center Erlangen, Germany. In 2008, the company moved to its current company building at Henri-Dunant-Straße 8. In 2016 a new production hall was added to the building.
Over the years, the initially small team has grown into an innovative and powerful company with currently around 65 employees in development, production and sales.
We are proud of the fact that our customized systems are used in many industrial sectors worldwide today. We can look back on many successful projects, particularly in the plastics, solar, ceramics, semiconductor and electronics industries. Our EvoInspect product family with infrared-based inspection technology was developed specifically for the laser welding process and is available not only as standalone systems, but also as individual built-in solutions for automated production lines.
We would like to take this opportunity to thank all our customers and business partners for the successful and trustful cooperation!

Laser direct joining of metals and polymers can reduce mechanical fasteners, simplify assemblies and enable new lightweight component designs. EVOSYS evaluates whether the process is suitable for the material combination, component geometry and production targets of a specific application.
Metal-plastic composites and hybrid structures are increasingly gaining in significance in many technical applications. In addition to the lightweight construction potential for the mobility sector, the simultaneous use of metallic and polymer materials in many other applications enables local tailoring of the mechanical, electrical, thermal, chemical or haptic product properties. In addition, the combination of different materials enables the use of the established forming processes and thus much greater freedom in the design than with monolithic parts. A number of joining processes are available for the production of such hybrid joints. Compared with alternative processes such as adhesive bonding, laser direct joining is characterized by short joining times and the lack of additional materials. Compared to mechanical joints using rivets or screws, there is no need for through holes for the fastening elements, which lead to reduced cross-sections and unwanted stress concentrations.
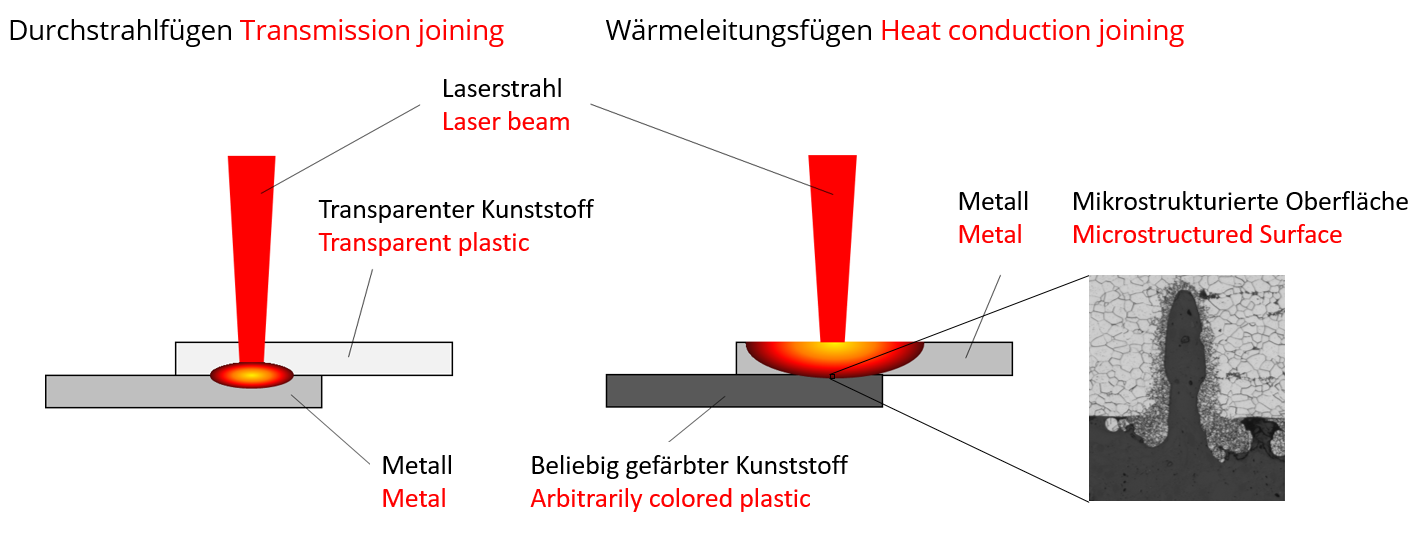
The processing principle of laser direct joining is shown in Fig. 1. The process consists of two main steps: First, a surface structuring of the metallic joining partner is carried out. This leads to an increased interaction area between the metal and plastic parts and suitable structures can create additional mechanical interlocking of the parts. In a second step, the thermoplastic joining partner is clamped to the metallic component and heated in the joining zone up to the melting temperature range. The plastic melt flows into the surface structures and can solidify there.
The geometry of the structures has a major influence on the resulting bond strength. In laser direct joining, both sub-processes, the surface structuring and the joining process, can be carried out using laser radiation. Due to the different requirements regarding the laser-material interaction of the two sub-processes, usually two different laser beam sources and processing stations are used.
Surface structuring
Due to the high energy density required for melting and vaporizing the metals, short-pulsed laser systems are usually used for surface structuring. Alternatively, continuous-wave laser systems can also be used in a remote cutting process for surface structuring.
Laser beam joining
Regarding the heating of the joining zone, a distinction is made between transmission joining, where the metallic surface is irradiated through the plastic component, and heat conduction joining, where the back of the metal component is irradiated and the joining zone is heated exclusively by thermal conduction. Transmission joining is limited to materials with sufficient transmission for the laser radiation. These are typically uncolored plastics reinforced only with glass fibers. Due to the direct irradiation of the joining area, a locally limited heat input can be achieved. Heat conduction joining in contrast, is independent of the optical properties of the plastic component. Compared to alternative heat sources for direct joining processes, such as infrared heating elements or induction coils, the heating can nevertheless be limited to a small area and controlled precisely.
A compact and cost-effective system technology was developed in a collaborative research project between the Nuremberg University of Applied Sciences and Evosys Laser GmbH. With this technology, the entire process chain can be realized in a single system and with only one beam source. A highly efficient structuring process was implemented with the help of the fast power modulation of a continuous wave fiber laser. Compared to pulsed systems, this laser provides a high average power at moderate cost and the same beam source can be applied for both the structuring and joining processes. In comparison to remote cutting, the dynamics in the interaction zone required for effective melt expulsion are not primarily achieved by a high scanning speed, but by the power modulation of the laser. This reduces the demands on the scanning systems and the process parameters for structuring and the resulting structure geometries can be controlled much more precisely.
Materials and Methods
With polycarbonate (Makrolon GP 099, Covestro) and polyamide 6 (PA 6 XT, Gehr), one amorphous and one semi-crystalline thermoplastic were used in this study. Due to its excellent optical properties, polycarbonate allows a direct inspection of the joining zone and any process defects can be detected without the need for destructive methods. The metallic materials used were a low-alloyed, cold-rolled forming steel (DC04, 1.0338) and a high-strength aluminum alloy (EN-AW 7075, 3.4365).
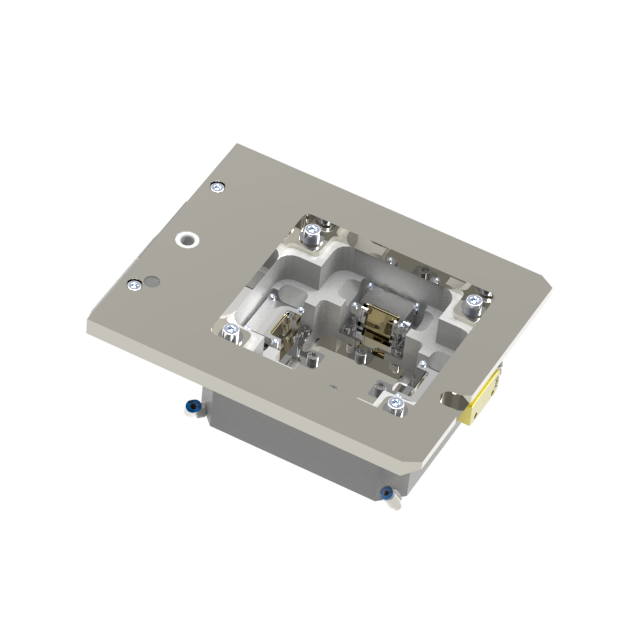
For the surface structuring and joining process, a single-mode fiber laser was applied. Additionally, an electromechanical clamping device as shown in Fig. 2 with two separate processing planes and a sliding tool insert with a glass pressure plate was developed.
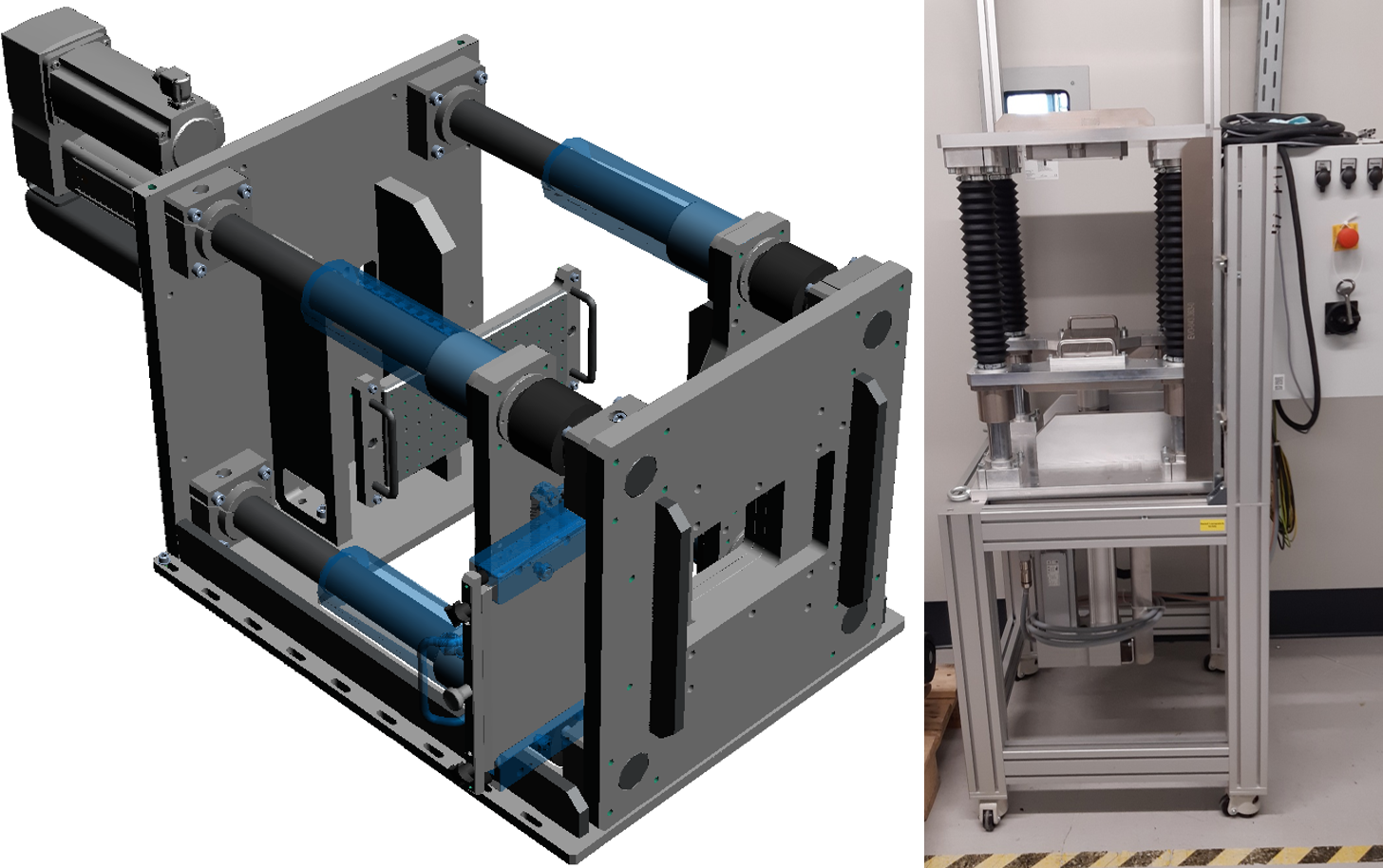
By selecting suitable process parameters and varying them, it was possible to ensure uniform melting – even in the critical edge areas where uneven heating due to heat conduction in the metal component has to be compensated for.
Summary
By using a fast-modulated fiber laser, the two essential processing steps of laser direct joining, the surface structuring and the joining process, can be carried out with only a single laser beam source. This enables the construction of particularly compact and cost-effective processing stations and can thus contribute to a further spread of the process. Very good joint strengths can be achieved with the developed process. Particularly noteworthy is the highly efficient structuring process, which leads to a significant reduction in processing times.
In the coming weeks and months, we will be exhibiting at various trade fairs and events in Germany and abroad. Visit us there and find out more about the technology of laser plastic welding. We will be happy to show you solutions and advise you personally on the advantages and possibilities of the process.
KUTENO will take place from May 14 to 16 in Rheda-Wiedenbrück, Germany. The supplier trade fair for the plastics processing industry offers a platform for all questions relating to the industry. In addition to laser-welded applications, we will be presenting our EvoWeld Mini table-top system, including a live demonstration. Components of all kinds can be joined with particular process reliability.
Visit us in hall 2B at booth 2b-C5. https://www.kuteno.de/exhibitor/evosys-laser-gmbh/

At the same time, our distributor Solectro will be exhibiting at Elmia Polymer in Jönköping, Sweden (May 14 to 17). At the Nordic region’s largest trade fair for the plastics and rubber industry, visitors will find a wide range of products for all plastics manufacturing processes. An EvoWeld Mini will also be on display here with welding demonstrations (Stand B01:26.) https://www.elmia.se/en/polymer/exhibitors-and-products/exhibitor/506908_87300

Three important dates in June:
- The Stuttgart Laser Technology Forum (SLT) will kick off from June 4 to 6 in Bad Cannstatt, Germany. We will be giving a presentation on “Laser welding of additively manufactured plastic components” and exhibiting at the accompanying trade exhibition. Come and visit us – we will also be presenting our EvoWeld Mini table-top system with live welding! https://www.ifsw.uni-stuttgart.de/en/stuttgarter-laser-technology-forum/
- At the same time, our French distributor AP-plast will be exhibiting at FiP – France Innovation Plasturgie in Lyon from June 4 to 7. An EvoWeld Mini will also be on display here and our experts will be happy to answer all your questions about joining plastic parts. Visit us at stand D22. https://www.f-i-p.com/en
- MedtecLIVE, the industry highlight for medical technology, will take place in Stuttgart from June 18 to 20. The central leading trade fair brings together all suppliers. Of course, we won’t be missing with our EvoWeld Mini and other solutions for laser plastic welding! Visit us in hall 1, booth 1-931. https://www.medteclive.com/de/p/evosys-laser-gmbh.137357
At all exhibitions, we will be presenting our EVOSYS laser systems for flexible use in production and demonstrating the advantages of laser welding of plastics using product samples. Our experts will be happy to advise you on which applications can be produced particularly efficiently and reliably using this process.
With our EvoInspect devices, we can determine the laser transmittance of plastic samples. Simply bring your own material samples to the trade fair and we will be happy to test them!

Visit us, we look forward to meeting you! Would you like to make an appointment with us? Do you need an admission voucher for the trade fair? Then simply contact us by e-mail at “einladung@evosys-laser.com”.
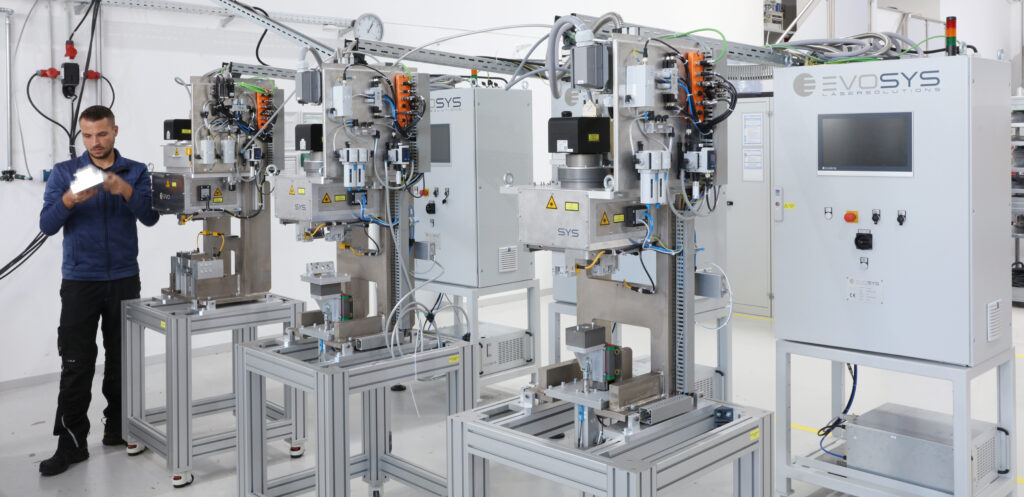
Whether as a simple stand-alone system, integration solution or complex special system, all EVOSYS machines are designed for use in 24/7 production and fit into any application environment. Our team, with its decades of experience in mechanical engineering and laser technology, guarantees you a high level of flexibility and productivity for your welding system. Because with our know-how, we know what is important when joining plastic parts.
Our experts will support you in the early stages of your project. Ask us for a personal consultation in which we will take up your individual concerns and show you solutions. You can reach us by telephone on +49 9131 – 4088 – 1029 (Mr. Holger Aldebert) or by e-mail at sales@evosys-laser.com.



Despite the many global uncertainties, the EVOSYS Group can once again look back on the most successful financial year in the company’s history. After consolidating the figures within the Group, it is clear that our expectations have once again been exceeded and that the future trend remains positive.
Although the conflict in Ukraine and the global economic uncertainties caused by trade restrictions and high inflation continued to dampen the mood among German companies and thus their willingness to invest, the EVOSYS Group’s innovative and cost-effective solutions were in demand. The long-term, stable trend continued in 2023. Sales increased again with double-digit growth rates and, despite extensive investments in new products and processes, personnel and the location, the bottom line was once again a good profit.
The EVOSYS Group also made an excellent start to 2024. The positive trend from the fourth quarter of 2023 remained intact at the start of the year, laying the foundation for a successful 2024 financial year. Stable and sustainable business is particularly important to EVOSYS. We are not focusing on a single major customer and quick profits, but have positioned ourselves broadly from the outset. With its solutions, the EVOSYS Group is represented in all key industries and is therefore less susceptible to fluctuations in individual sectors or markets.

EVOSYS is also proud of its stable top rating over the last few years from its principal bank, which has been monitoring the company’s business development since it was founded and has detailed information about its economic situation. The rating has already been raised to an excellent level between 2018 and 2022, which is usually only achieved by companies that have been established on the market for a long time. We firmly believe that our good business figures will again improve the rating in 2023.
The company’s overall excellent record is also confirmed by the many high-caliber awards it has received in recent years. These include the “Bavaria’s Best 50” award as one of the fastest-growing companies in Bavaria and first place in the Bavarian Innovation Award 2022. In 2024, EVOSYS is once again one of the TOP100 innovation champions and has been nominated for the Bavarian SME Award 2024 and once again for the “Großer Preis des Mittelstandes”. EVOSYS Laser GmbH has already reached the second stage of nomination for this prestigious award, beating off competition from several thousand companies. The winners will be officially announced in the second half of 2024.
Do you have any further questions or would you like a personal meeting? Please do not hesitate to contact us on +49 9131 – 4088 – 1050.
The MiCD (Mirror Clamping Device) clamping tool from Evosys has received an American patent as a useful new innovation. The special feature: The tool is made entirely of metal and contains an internal clamping punch to be able to transfer very high clamping forces.
This inner clamping punch is firmly connected to the outer clamping technology via a stable strut. In practice, the combination of outer and inner clamping stamps is often used to ensure that the upper joining partner is not deformed during welding. This risk exists if, for example, pressure is only applied on the outside.
It is also important that the MiCD ensures direct energy input into the whole joining zone. The laser beam hits the welding bar of the joining assembly directly or via mirrors. As a result, there are no interfering contours between the laser optics and the joining zone that would lead to energy losses.
Thanks to this patented design, clean, homogeneous, energy-efficient and tight laser-welded seams can be produced with even greater process reliability and stability.
In addition, the significantly improved clamping pressure situation leads to a significantly faster welding process, which increases the output in series production thanks to reduced cycle times.
The absence of glass and the use of stable metal reduces wear and automatically increases the availability of the machine. Compared to other clamping tools with Plexiglas, real glass or only external clamping technology, the risk of failure during the series production process can be minimized by using the new EVOSYS MiCD. Of course, the laser system can also be converted using a quick-change system so that another clamping tool can produce a different product.
This development makes completely new component geometries and sizes possible.

Particle-free, safe, environmentally friendly, fast and reliable – laser plastic welding offers flexible solutions to the challenges of joining in the EV industry. EVOSYS supports you in the production of components required for electromobility, such as battery systems, fluid components and actuators. We develop customized systems for every requirement.
High-performance polymers are increasingly replacing assemblies made of metal and conventional engineering plastics thanks to their superior properties, such as high heat and chemical resistance, low weight and dimensional stability. This trend is particularly favored in the automotive industry by the increasing system complexity and integration of functionalities with simultaneous demand for a reduction in installation space and weight. Typical areas of use for high-performance plastics are applications with high thermal and mechanical loads along the entire engine and drive train, assemblies and media lines for thermal management, but also components specifically for EV industry, such as battery trays, fluid systems, actuators or electrical and electronic systems in general.

In addition to the material properties, joining technologies such as laser plastic welding also meet all the needed requirements for assembly. The connection technology used should not restrict design freedom, ensure a particle-free, media-tight and robust connection and expose sensitive electronic assemblies to as little mechanical and thermal stress as possible during the joining process. From this point of view, laser transmission welding of plastics has already established itself as an ideal and often alternative-free process. The possibilities of inline process monitoring, the high achievable weld seam strength and the fact that no filler materials are required also speak for the use of laser technology. Furthermore, there is no vibration input and no flash formation. The most frequently used variant is the laser transmission welding, where two joining partners are welded in an overlapping arrangement. The upper joining partner is laser-transparent, so that the laser beam passes through this part and is converted into heat at the contact point in the lower, absorbent component, thus heating it directly. Both parts plasticize at the point of contact, creating a material bond.
EVOSYS develops and manufactures customized laser systems for material processing. With many years of market and process experience, Evosys offers creative and innovative solutions for challenging applications – especially for laser plastics welding.

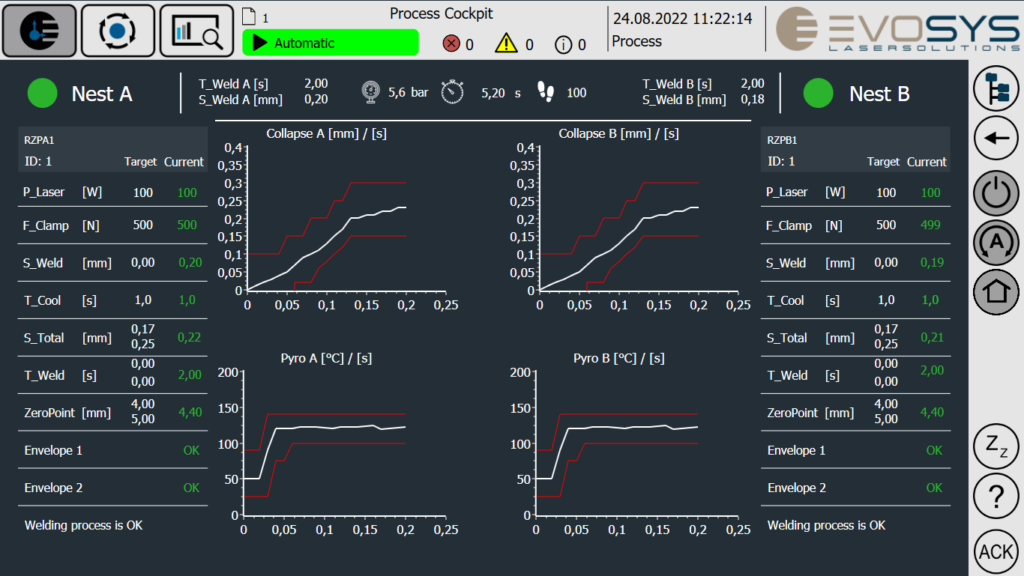
For different parts and requirements Evosys is utilizing different welding principles. In quasi-simultaneous welding, the laser beam travels along the specified welding contour several times at a feed rate of up to several thousand millimeters per second. This ensures a targeted and uniform energy input into the joining partners and heats the joining zone up to the molten temperature range. At the same time, a constant force is exerted on the joining assembly to ensure heat conduction between the two joining partners. The combination of the joining force and the laser beam, which scans the contour several times at high speed, results in a relative setting movement between the two joining partners, which is precisely recorded by an integrated displacement measuring system. The position measuring system is an integrated and cycle time-neutral process monitoring system during the welding process. In practice, this method has proven to be robust; it is state of the art in industry and ensures a consistently high quality weld seam. This is why quasi-simultaneous welding is the preferred process variant for most applications. In addition, a pyrometer can be used for inline quality assurance.
The pyrometer detects the heat radiation emitted in the welding zone and can be used as a control variable for the quasi-simultaneous welding process along with the welding collapse. A target value for the time-temperature curve can be saved and provided with practicable tolerances as an envelope curve. Another tool for non-destructive component testing that is often integrated is a Vision inspection system. With the help of IR cameras it is possible to control the weld seam quality even if the parts are not transparent for the human eye. The technology can either be integrated in the machine for inline measurement or be used as a stand-alone system called EvoInspect for offline inspections.

For radially symmetrical applications like cooling pipes in the thermal management of EV, the radial welding, a special form of contour welding is used. During the contour welding process, the laser spot is moved slowly along the welding contour one or more times. This allows the material to cool down and solidify between each pass over a point of the weld. One major difference between this special form and the other process variants of laser plastic welding is the introduction of the joining pressure into the joining zone. The radially symmetrical structure of the assembly in the welding area allows for a press fit, which achieves the necessary joining pressure for heat conduction. This often eliminates the need for clamping technology in contact with the component. The economic system designs and short overall process times are positive results. For this process, as well as for quasi-simultaneous welding, a pyrometer can be used for inline quality assurance and closed-loop control.
Prominent examples of quasi-simultaneous or contour welding of automotive parts include lighting (often made of PC, PMMA, or ABS), sensor housing (such as PPS), or an emblem rear actuation with integrated camera, made out of PA6 and PA66 (GF). These parts have high requirements regarding aesthetics and hermetic sealing.

Evosys is always developing new and innovative solutions to meet the challenges of the material and the increasing demands in the rapidly changing field of electro mobility. Demanding material like PPS, often used in EV because of its stability to thermal degradation, chemicals and hot water can be welded better with high process reliability and quality using special designed process setup, Evosys’s Next Generation Optics (NGO). Advanced Quasi-Simultaneous Welding (AQW), an innovative and patented technique, is deployed to decrease welding time of parts by over 40 % while increasing the burst pressure by more than 20 % compared to conventionally welded parts. Technology like direct laser joining of metals and polymers open up new areas of application with metal-plastic composites and hybrid structures.

The large number and special features of the individual processes in the field of EV make it necessary to develop customized and innovative solutions. This is why Evosys, as the market leader, develops the optimal tailored machine for every task in a customer-oriented matter. We like to build our customer machine around their applications to fit their production needs.
Do you have any questions? We will be happy to clarify them in a personal consultation. You can reach us by telephone on +49 9131 – 4088 – 1029 (Mr. Holger Aldebert) or by e-mail at sales@evosys-laser.com.
Constantly thinking ahead and adapting to new situations has always been a priority at Evosys Laser. This year, we have once again been recognized as a Top Innovator. This award is a wonderful honor for our innovative strength and encourages us in our approach.

Evosys Laser GmbH from Erlangen has once again been named Innovation Champion this year and has been awarded the TOP 100 seal 2024.
Since February 1, the company has once again been one of Germany’s top innovators. The competition is based on a scientific selection process. Innovation researcher Prof. Dr. Nikolaus Franke from the Vienna University of Economics and Business examined the company on the basis of numerous criteria, such as “innovation-promoting top management”. This includes all measures with which the company management supports and promotes the development of ideas and their implementation. It also plays a role in how far-sighted and future-oriented the corporate strategy is and whether innovation-friendly structures and framework conditions have been established. What opportunities exist for participation in innovation projects, how sustainable are they, are company-relevant aspects of digitalization taken into account and what is the overall climate for innovation?
The TOP 100 innovation competition took place once again. The comparison is primarily concerned with the question of how and whether innovations and product improvements have been able to establish themselves on the market. How is the innovation process structured in the company, what are the most important measures in terms of flexibility and agility?
Additional value for the customer
“We offer our employees the opportunity to try out their own new ideas. Our experience with this has been consistently positive, as it not only increases employee motivation and commitment. Thanks to valuable developments and our high level of flexibility, we can better support our customers when it comes to technological change, for example,” argue the two EVOSYS Managing Directors Frank Brunnecker and Holger Aldebert.
“EVOSYS brings together plastics technology, laser technology, optics, digitalization and mechanical engineering. We see ourselves as an innovation leader on the market and will continue to drive forward laser plastic welding technology in the future,” the two are convinced of this.
The TOP 100 competition is organized annually by compamedia, an independent agency. Further information can be found at https://www.top100-germany.com/.

Do you have any further questions about the company or would you like a personal meeting? Please feel free to contact us on +49 9131 – 4088 – 1050.
Would you like to familiarize yourself with the technology of laser plastic welding and learn more about the theoretical basics? Attend our user training course on April 16-17 and learn all about joining plastics in small groups. Of course, you will also gain practical experience with hands-on experience on our laser systems.
You will also find us at the KPA in Ulm at the end of February and at the Hein Technology Day in Garbsen and Langenhagen. There, too, we will be showing you solutions for joining plastic parts and will be happy to advise you personally on the advantages and possibilities of the process.
The KPA takes place from February 28 to 29 in Ulm, Germany. The trade fair for the design, development and procurement of plastic products enables you to discuss the feasibility of your project ideas directly with us. In addition to laser-welded applications, we will be showcasing our EVOSYS systems for laser plastic welding, e.g. our EVO 0750 laser module, which can be used to join components of all kinds with particular process reliability.
Visit us in hall 1 at the SKZ booth, stand number 1-E8.

At the same time, the Hein Technology Day will take place in Garbsen and Langenhagen (28-29.02.). The plastics industry get-together offers a practice-oriented platform for product development, production and technology. In a relaxed atmosphere, you can get to know innovative solutions for the plastics industry at the opening event at the IKK and be inspired by specialist presentations on the following day. EVOSYS is part of the accompanying trade exhibition and will show you everything you need to know about laser plastic welding at stand no. 93.
Technologietag für Kunststoffverarbeitung – KB Hein (kb-hein.de)
Getting a start in plastic welding: our user training!
Above all, we would like to draw your attention to our user training course taking place in April (April 16-17 in Erlangen). At this training course, which we will be holding together with experts from the Bavarian Laser Center (blz), you can expect theory, practical exercises and live demonstrations. You will learn the basics of laser plastic welding in small groups. We will answer your specific questions and pass on our many years of experience.
You will then have a better basic understanding of the technology and expand the possibilities of your product development. So, the event is an ideal introduction for anyone who wants to familiarize themselves with the process. Benefit from the combined expertise of blz and EVOSYS. Optimum learning success and intensive training are guaranteed! You can find more information about the training, the detailed program and the registration link here:
Anwendertraining Laserstrahl-Kunststoffschweißen (blz.org)
There is also the option of an in-house training for your company. Please feel free to contact us…
At all exhibitions, we present our EVOSYS laser modules for flexible use in production and show product samples to demonstrate the advantages of laser welding of plastics. Our experts will advise you on which applications can be produced particularly hygienically and reliably using this process.
With our EvoInspect Micro, we can determine the transmittance of plastic samples. Simply bring your own material samples to the trade fair and we will be pleased to test them!

Visit us, we look forward to meeting you! Would you like to make an appointment with us? Do you need an admission voucher for the trade fair? Then simply contact us by e-mail at “einladung@evosys-laser.com”.
Whether as a simple stand-alone system, integration solution or complex customized system, all EVOSYS machines are designed for use in 24/7 production and fit into any application environment. Our team, with its decades of experience in mechanical engineering and laser technology, guarantees you a high level of flexibility and productivity for your welding system. Because with our know-how, we know what is important when joining plastic parts.
Our experts will support you in the early stages of your project. Ask us for a personal consultation in which we will take up your individual concerns and show you solutions. You can reach us by telephone on +49 9131 – 4088 – 1029 (Mr. Holger Aldebert) or by e-mail at sales@evosys-laser.com.
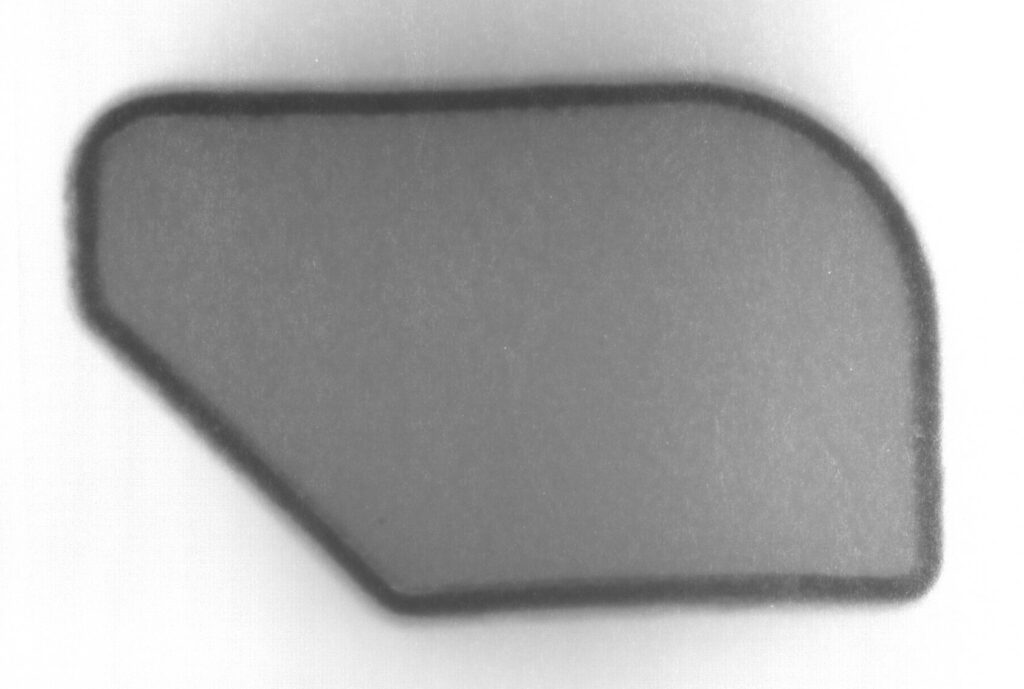
Thermal damage, absorbent particles or defects in the weld seam: there are a number of things to consider when laser welding components. One way to ensure consistent quality of the weld seams is to use the EvoInspect Vision from Evosys Laser GmbH. Non-destructive testing is possible using (near) infrared, reflected and transmitted light and the associated software.
Laser plastic welding is ideal if plastic parts need to be connected to one another steadily and reliably. The process is particularly impressive due to its high precision and flexibility. Areas of application include in particular the automotive industry, medical technology and pharmaceutical industries as well as the consumer sector.
In order to guarantee the high quality of the products to be welded, one crucial aspect is that the laser-transmissive joining partner must have sufficient transparency in the wavelength range used. In addition, it is important to be able to identify thermal damage, constrictions and interruptions in the seam when analyzing the weld seam quality afterwards.
This can be done using micrographs or microscope images of mechanically broken components, for example. However, this method involves complex mechanical and destructive processing of the component.
Furthermore, defects in the laser-transmissive joining partner can negatively influence the welding process or make it impossible. Defects that can occur are, for example, irregularities in the transmission of the laser-transmissive material, accumulations of glass fibers or impurities such as absorbent particles. Another problem can be a varying surface finish. In this case, it is helpful to be able to recognize and sort out faulty joining partners before the welding process.
Together with Evosys Laser GmbH, Intego GmbH has developed a near-infrared-based system for non-destructive testing of the weld seams of laser-welded components and deviations in the transparency of laser-transmissive joining partners. The system can also visually inspect the insertion depths of cables in connectors, for example. This is particularly helpful for connectors that do not appear transparent in the visible wavelength range.
If you would like to find out more about our near-infrared system or have any questions, please contact us on +49 9131 40 88 0 or send an e-mail to info@evosys-laser.com
Our experts will answer all your questions and inform you whether this system can also be used in your case.