Real-time Pyrometry for process reliability in laser transmission welding
Subscribe to our NewsletterTemperature control as the key to success in laser welding: temperature-sensitive thermoplastics and focused high-power lasers for welding. What initially sounds like a contradiction in terms opens up a wide range of applications in practice. Online temperature control using a high-speed pyrometer makes it possible. Evosys Laser has developed a processing head that now allows fully automatic, temperature-controlled process control for the quasi-simultaneous welding process.
Non-contact, fast, clean, safe, economical. Laser transmission welding of plastics offers many advantages. With the highly focused laser beam, the energy required for welding can be applied to the joining zone in a very targeted manner, creating resilient, hermetically sealed and visually appealing welded joints. Sensitive components in the surrounding area are not exposed to temperature, vibration or particles, meaning that the process can be used to seal housings for sensitive high-tech electronic products, for example.
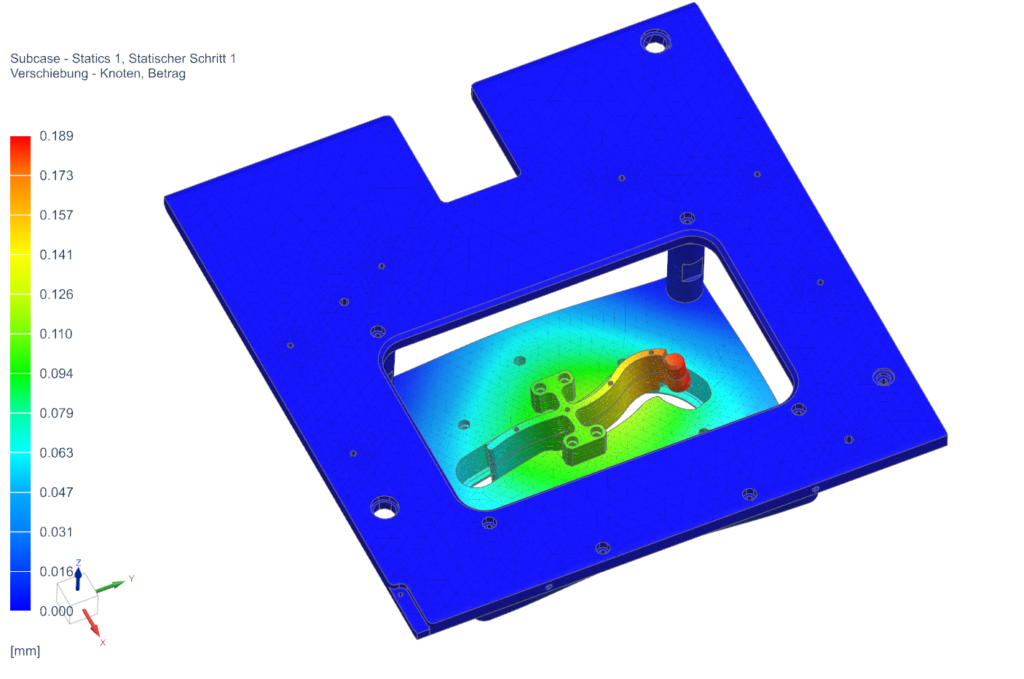
However, the high power density in the laser focus also entails risks. A joining gap between the components reduces the heat transfer in the welding zone and can lead to thermal material damage or local burns in the absorbing component. Such an air gap is caused, for example, by dimensional or positional deviations of the components or incorrect adjustment of the clamping device. Contamination of the surfaces of the transparent component or the clamping tools can cause superficial burns. But too low a temperature in the joining zone, for example due to excessive absorption or scattering of the laser radiation in the transparent joining partner, is also problematic, as this leads to reduced joint strength.
Temperature Monitoring using a Pyrometer
Precise temperature control is therefore crucial for the success of the process. For contour and radial welding with fixed optics, a non-contact infrared radiation thermometer (pyrometer) can be inserted coaxially into the beam path of the processing optics. This is used to measure the Planckian heat radiation emitted from the joining zone during the welding process. This allows the current temperature to be measured and used to control the process, for example by adjusting the laser power or feed speed.
However, quasi-simultaneous welding is particularly suitable for compensating for a joining gap. In this process, the laser beam is guided over the desired seam contour several times at very high speed with the aid of a galvanometer mirror scanner. With each scan, the temperature in the irradiated area increases incrementally until the entire seam contour is plasticized simultaneously. This enables the realization of a melting path and thus the compensation of production and position tolerances and hermetic welding even in the case of a joint gap.
Scanner-based real-time Pyrometry
To enable online temperature measurement in scanner-based applications, Evosys has developed a processing head that combines a complex galvanometer scan head and a highly sensitive high-speed pyrometer. The scanner is equipped with particularly large mirrors with an optimized coating in order to capture as much heat radiation as possible from the process zone and direct it to the pyrometer via a beam splitter. By placing the focusing system in front of the scanner mirrors, no F-theta scan lens is required. This ensures the coaxial alignment of the measuring point and the processing laser at every position of the scan field and the transmission properties of the lenses do not influence the temperature measurement. The pyrometer is characterized by high sensitivity and short response times and enables the measurement of temperatures as low as 50 °C. The system can also be used for real-time temperature control in highly dynamic quasi-simultaneous welding processes.

Fully integrated Solution
The new processing module now also allows fully automatic, temperature-controlled process control for the quasi-simultaneous welding process. Seamless integration into the EvoLaP process software simplifies the process setup. As the temperature signals are always recorded at the work point, there is no need to assign positions and the measured values can be evaluated as simple time-temperature curves. A target value of the time-temperature curve can be saved using good parts and provided with practicable tolerances as an envelope curve. This also allows easy consideration of component-specific features, such as partial shading of the beam path and reflections of the heat radiation, for example on the clamping device.
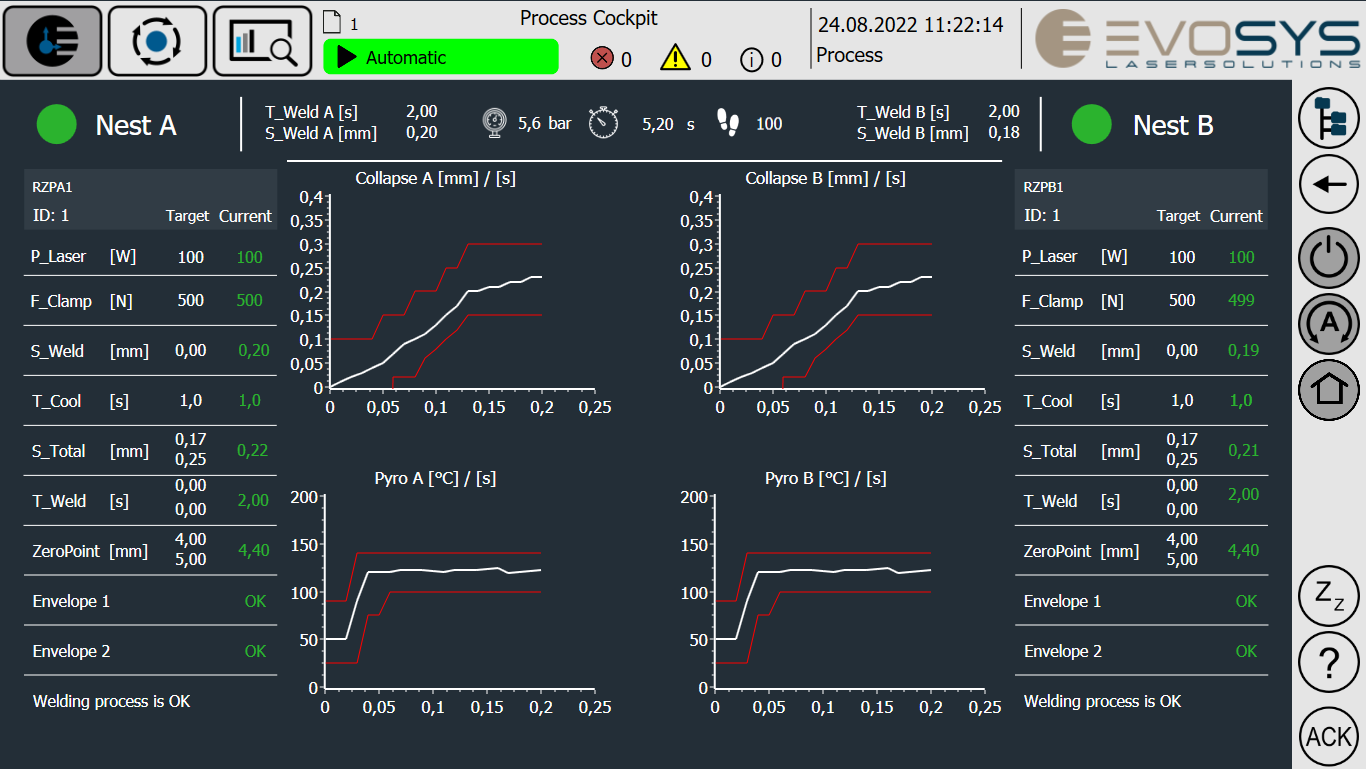
The temperature signal can be used together with other criteria such as the setting distance as a control variable for the quasi-simultaneous welding process. In this way, reliable welded joints can be produced even with major fluctuations in the properties of different components or batches and any process errors that occur, such as local temperature increases, can be reliably detected. In addition to optimizing the joint strength, the real-time control also reduces the average process times, as the welding process for each component can be terminated as soon as the desired combination of setting path and joining temperature is reached.
Application-specific System design
Application-specific adjustment of the laser and pyrometer wavelengths as well as the beam splitters and filters in the beam paths to the optical properties of the transparent joining partner can maximize the signal strength and further increase process reliability. The entire optical system is calibrated at the factory so that the optical attenuation of all components is taken into account in the measurements. For users, this means minimal set-up effort, maximum process reliability and a significantly lower reject rate, even in challenging applications.
You have any questions about this technology? We would be happy to clarify them in a personal consultation. You can reach us by telephone on +49 9131 – 4088 – 1029 (Mr. Holger Aldebert) or by e-mail at sales@evosys-laser.com.