
Laser Plastic Welding
Laser Plastic Welding as an Industrial Joining Technology
Laser plastic welding is a precise, particle-free joining technology for thermoplastic components, enabling strong weld seams, reliable sealing, and automated high-volume manufacturing across a wide range of industries.
How Laser Plastic Welding works
Laser plastic welding joins thermoplastic components by directing laser energy into the joining zone, where a controlled melt layer is created under pressure. The result is a strong, clean, and reliable weld seam without adhesives or mechanical fasteners.
The process is ideal for applications requiring particle-free joining, high process reliability, and automated series production.
Choose the Right Welding Process
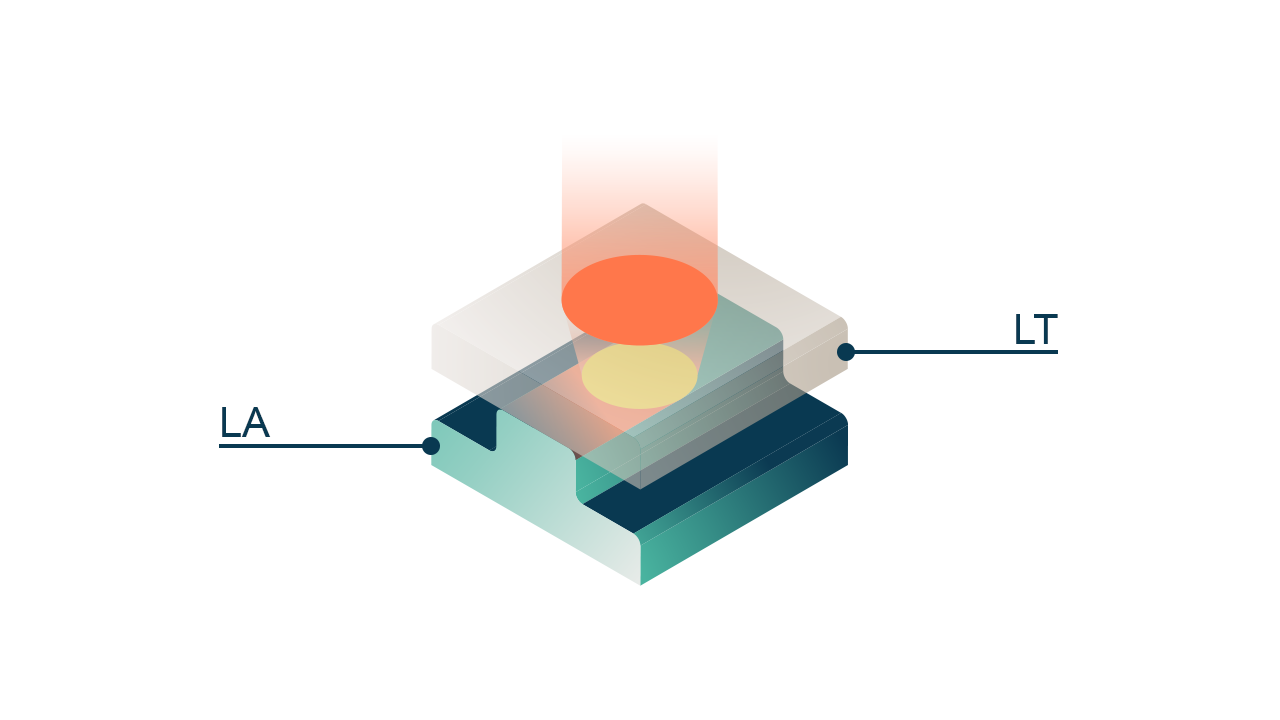
Laser Transmission Welding (LTW) is the standard process for joining thermoplastic components using laser plastic welding. It joins a laser-transparent upper part (LT) with a laser-absorbing lower part (LA) to create strong, precise an reliable weld seams.
During the welding process, the laser beam passes through the transparent joining partner and is absorbed by the lower component. The generated heat melts the material at the interface while joining pressure creates a durable material bond.
LTW is suitable for a wide range of plastic components, from microfluidic devices and medical products to automotive parts and consumer electronics, making it the preferred choice for automated high-volume production.
Transparent joining parts: Precise laser welding without absorbing additives
EvoClear enables transparent-to-transparent laser plastic welding without the use of absorbing additives. Two laser-transparent joining partners (LT1 and LT2) are joined, making the process ideal for applications requiring high material purity, optical clarity or biocompatibility.
During the welding process, the joining partners are pressed together with a defined force. The laser eneergy passes through both components, while a controlled portion is absorbed within the material, creating a homogenous melt layer that forms a strong and reliable weld seam.
EvoClear is particularly suitable for sensitive, highly regulated and purity-critical plastic assemblies, such as medical devices, microfluidic components and optical applications.
Absorbing joining parts: Flexible laser welding for non-transparent materials
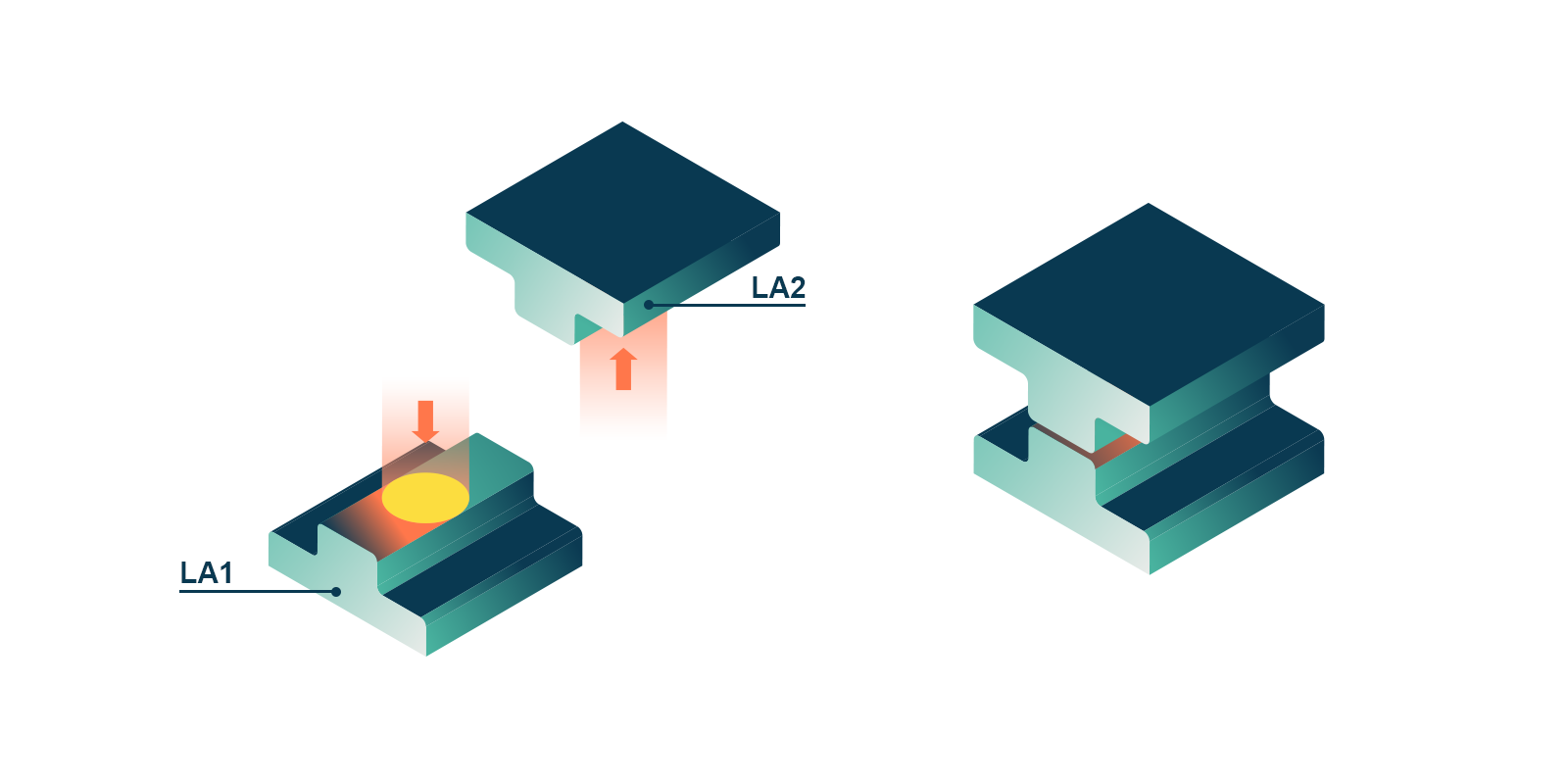
Evo2Step enables laser plastic welding of two laser-absorbing joining partners (LA1 and LA2), making it ideal for non-transparent materials and challenging material combinations. The process is particularly suitable when conventional laser transmission welding cannot be applied.
During the first process step, the laser energy is directed onto the welding ribs of both joining partners, creating a controlled melt layer. Once the defined melt state is reached, the laser is switched off and the components are pressed together with a defindes joining forche, forming a strong and durable weld seam.
Evo2Step is ideal for carbon-fibre-reinforced plastics (CFRP), large plastic components, complex welding geometrics and applications requiring new material combinations.
Laser Plastic Welding Process Variants
The choice of laser welding process depends on component geometry, weld seam requirements, cycle time, and production volume. EVOSYS offers contour, quasi-simultaneous, and simultaneous welding technologies, selecting the most suitable process for every application to achieve optimum weld quality and production efficiency.
Contour Welding
- Laser follows the weld path
- Ideal for simple weld geometries
- Cost-efficient and highly precise
Quasi-Simultaneous Welding
- Weld contour is scanned repeatedly at high speed
- Uniform heat distribution
- Ideal for complex weld seams and high weld quality
Simultaneous Welding
- Entire weld seam is heated in one step
- Shortest cycle times
- Ideal for high-volume production
The color combination of the joining partners has a direct influence on laser absorption and therefore on the weldability of plastic components. Dark and laser-absorbing combinations, such as unfilled + black or black + black, are generally easier to weld because they absorb laser energy efficiently and create a stable melt layer.
As the optical properties of the joining partners become more similar, the welding process requires more precise control of laser parameters and process conditions.
Transparent + transparent and especially white + white combinations are among the most demanding laser plastic welding applications due to their low laser absorption. With advanced process know-how, optimized additives, and specialized laser technologies, EVOSYS enables reliable and reproducible welding even for these challenging color combinations.
Guideline Laserwelding
Download documentLaser Plastic Welding Solutions

Laser Modules
Compact laser modules for contour, quasi-simultaneous, and simultaneous welding.


Special Systems
Customized solutions for demanding applications and production requirements.

Frequently Asked Questions
Typical applications include housings, sensors, actuators, medical cartridges, microfluidic structures, electronic assemblies and consumer product components. Laser plastic welding is often selected when particles, vibration, adhesives or mechanical fasteners would create technical or quality risks.
EVOSYS supports application design, trials, prototypes, feasibility studies and production system concepts.
Many thermoplastics are suitable. Transmission, absorption, additives, melting behavior and joint design determine feasibility.
Laser welding is often preferred for sensitive components, low-vibration joining, clean seams and controlled automation.
Yes, under suitable material and process conditions, for example with EvoClear.
EVOSYS reviews parts and materials, defines test objectives, performs welding trials and evaluates weld strength, sealing performance, visual quality and production readiness.
Would you like a personalized consultation?
