New approaches to joining additively manufactured plastic assemblies using laser transmission welding
Subscribe to our NewsletterAdditive manufacturing of thermoplastic components is a rapidly growing market due to the increasingly levels of customization, shorter product life cycles and use in prototyping. A similarly flexible process is needed to join such 3D-printed parts, making laser plastic welding a perfect match. Evosys Laser GmbH has succeeded in finding solutions to the challenges of welding these components. As a result, it is now possible to weld both additive-additive joints and additive-injection molded components with very high quality joints.
Additive manufacturing is used in many areas of industry today. The fields of application range from the individualization of series components to small series and prototype production. The major advantages of this process are flexibility, freedom of form and cycle time. The time from model to finished part is significantly shorter than for injection-molded components, since there is no need to make an injection mold. For small quantities and in prototyping, production is also significantly more economical for this reason.
In order to use the components, for instance, as functional prototypes or for the individualization of series components, it may be necessary to join several components securely. Laser plastic welding is a suitable joining process for this purpose, as it is highly variable and suitable for small quantities, while at the same time offering very high weld seam quality. The special structure of additively manufactured components is a challenge here, since components manufactured from the powder bed, for example, have a heterogeneous microstructure and thus low transmission. The surface quality can also lead to quality losses such as surface burns during laser welding.
In laser transmission welding, the laser beam is focused through the upper joining partner, which is transparent to the wavelength of the laser, onto the lower, absorbing joining partner. If the transmission of the upper component is not high enough, this can lead to longer welding times, reduced strength of the weld seam or even material damage during welding. However, by pretreating the laser-transparent part with a laser with a wavelength of 1940 nm, it is possible to increase the transmission of additively manufactured components by more than 50%. This leads to a significant reduction in welding time and a decrease in the tendency to burn compared to non-pretreated components.
Quality control shows excellent results
High-quality, intact and resilient welding joints could be produced with and without pretreatment. To test the process, Evosys developed sample components made of PA12 using both additive manufacturing (AM) and injection molding (IM). In this way, IM – IM, AM – IM, IM – AM and AM – AM combinations could be investigated. Injection-molded – injection-molded is the classic combination used in countless manufacturing processes in many industries. Additive – injection-molded or injection-molded – additive comes into play when mass-produced injection-molded parts are to be combined with individualized components manufactured additively in small quantities. This is also used for large components whose complete production using additive manufacturing is too expensive or restricted due to the limited build volume. In the additive – additive combination, two additively manufactured components are joined, for example in prototype production, for pre-series or small series.
The components were welded in the above combinations and then subjected to various tests to validate the weld seam quality. To exclude defects or cavities in the weld, cross sections through the weld seams were prepared and examined under the microscope. Tensile tests were used to evaluate the weld strength. Both tests showed that very high quality welds could be produced for all combinations. The cross sections showed very good, defect-free mixing of the two components in the joining zone. In tensile tests, the specimens did not break in the area of the weld seam, but outside in the area of the base body of the additively manufactured components and also of the injection molded components. This process thus achieves a very high-quality weld seam with a welding factor close to one.
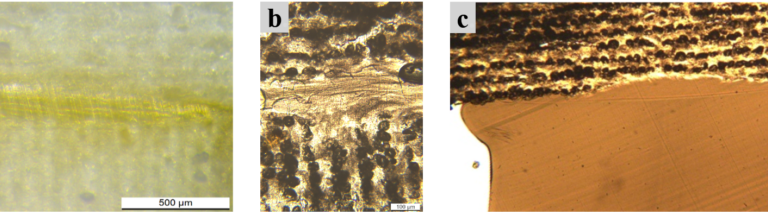
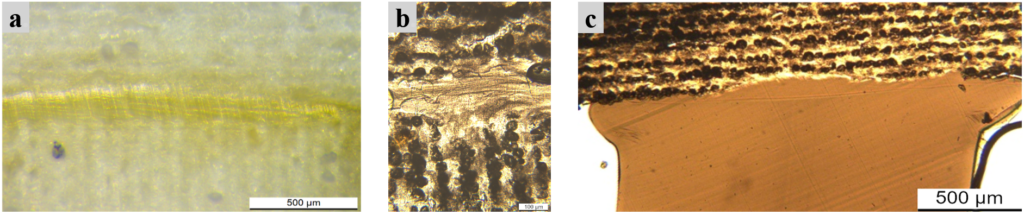
The following picture shows an example of three of the micrographs produced under different microscopes. (a) and (b) show the weld seam between two additively manufactured components. In the components, the partially still existing powder structure can be seen. Through this powder structure, it is very easy to see that both joining partners are completely re-melted and joined in the area of the weld seam. Figure (c), a combination of additive (transparent joining partner) and injection-molded (absorbing joining partner), also shows a very good bond without any defects.
Flexible clamping technology especially for additively manufactured parts
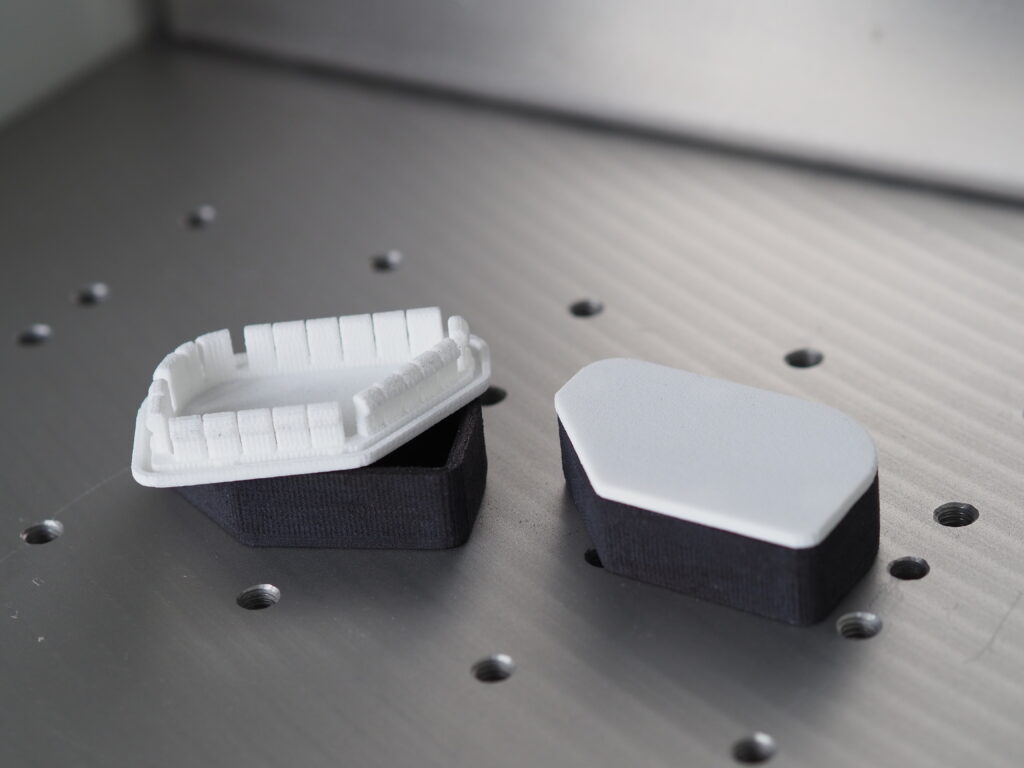
In order to ensure heat transfer from the absorbent joining partner to the transparent joining partner during the welding process, in conventional process variants the parts to be welded are clamped using an external or combined external and internal clamping technique in conjunction with an elaborately designed workpiece fixture for repeatable, accurate positioning of the components. The clamping techniques are usually produced by machining. This is associated with very high material and time costs. In the field of additive manufacturing, with small quantities and changing geometries or single pieces, this concept is not economical. Instead, a possibility was developed that is just as flexible as the manufacturing and welding process. With the aid of circumferential snap connections inside the component, the two components to be joined can be brought into position before welding, and a carefully selected geometry of the connectors allows the component to clamp itself. The snap-fit connections, which are specially designed for this purpose, allow uniform and sufficient clamping pressure along the entire weld seam. For welding, the component is placed in the working area of the welding machine and can be welded without additional clamping tools. Through tensile strength tests components clamped and welded in this way were also compared to those clamped conventionally. The snap-fit components achieved just as good results as conventionally clamped ones.
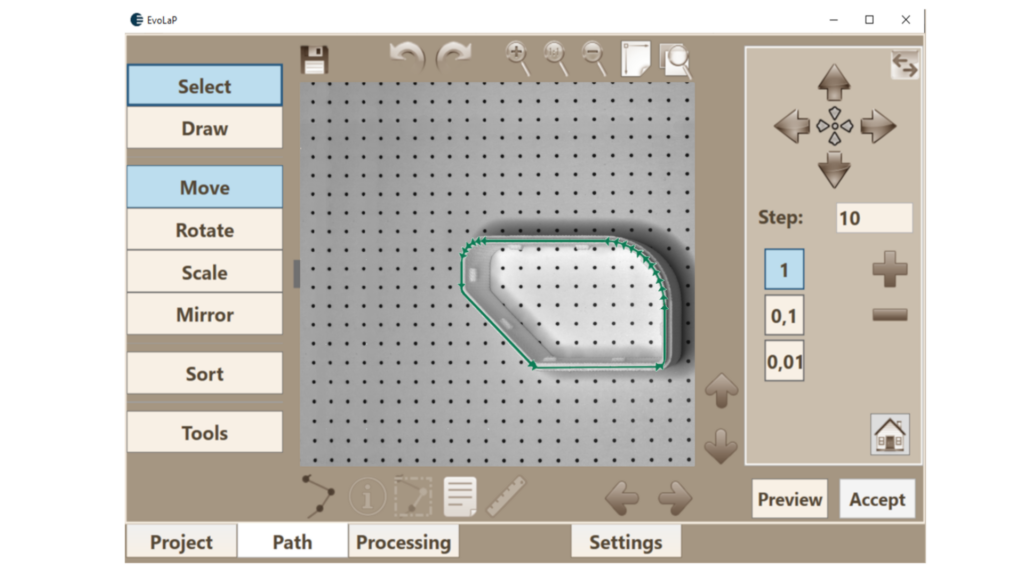
Setting up the welding contour is facilitated by integrating a camera system into the welding machine. This system allows the current image of the working area to be displayed as background in the company’s own EvoLaP scanner control software. With this the welding contour is easily brought into position, as shown below. This function is essential, especially in the field of prototype production, where only a few functional samples are produced. Now a high-quality weld seam can be achieved right from the first attempt.
The trials were carried out as part of a R&D project funded by the German Federal Ministry of Economic Affairs and Climate Action (BMWK) in cooperation with the Bayerisches Laserzentrum.