Advanced quasi-simultaneous welding
Subscribe to our NewsletterEvosys has patented a new variant of laser welding of plastics that combines two laser beam sources and wavelengths. This approach is not limited to contour welding, but is aimed in particular at significantly reducing welding times and extending the process window in quasi-simultaneous welding. By using two different wavelengths, the introduction of beam energy and heat into each joining partner can be better controlled and enables a more reliable and faster welding process.
Improved process control through selective application of energy
The predominant principle for joining plastics by means of laser radiation is so-called transmission welding, in which the parts are joined in an overlapping arrangement using a single laser source. The parts to be joined must have different optical properties for this: the laser beam is focused through the laser-transparent upper layer onto the contact surface of the laser-absorbing lower joining partner. The beam energy is absorbed there and converted into heat, causing the lower part to melt. Under a defined contact pressure, the transparent joining partner is also plasticized via heat conduction – the melts join and a material bond is created.
Preferred laser sources are diode lasers that emit in a wavelength range of approx. 800 nm to 1000 nm. In this range, most engineering thermoplastics are transmissive enough in their natural state to be used as transparent joining parts. The absorption properties, on the other hand, are usually adjusted by adding laser-absorbing additives, such as particle soot.
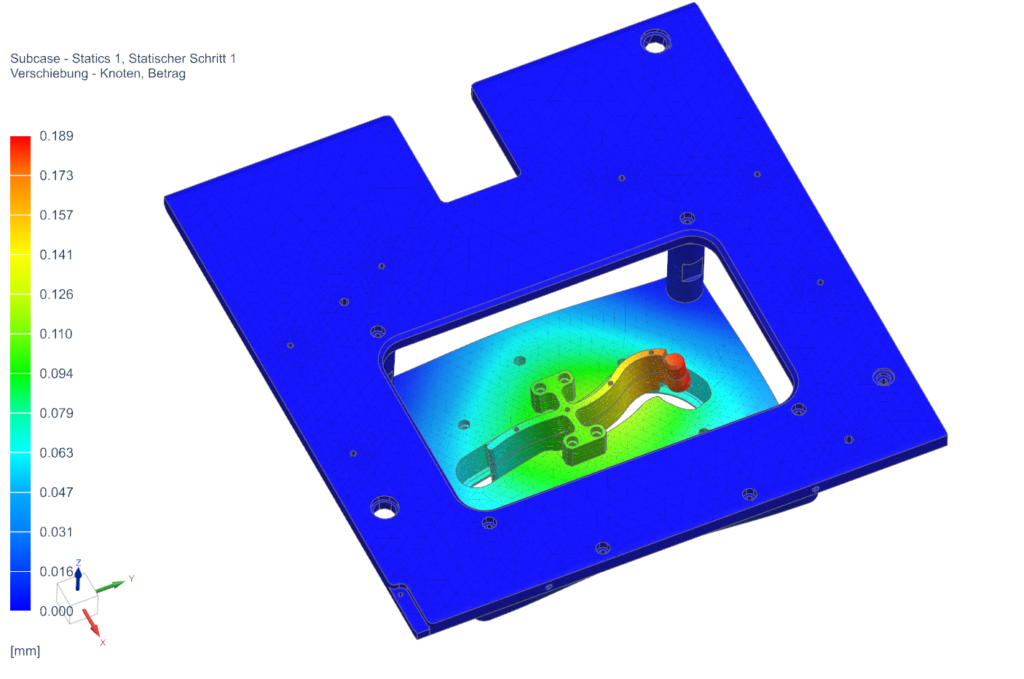
This process principle and the dependence on heat transfer from one joining part to the other entail various disadvantages. Particularly in the case of the process variant of contour welding without a weld path, the parts must be geometrically very precise in the contact area, since air gaps can only be bridged with difficulty. Furthermore, the temperature gradient between the two components in the vicinity of the joining zone is comparatively high, which can have an unfavorable effect on residual stresses in the weld seam, especially in the case of highly transparent, amorphous polymers (such as PC or PMMA). Overall, these disadvantages limit the process window, e.g. with regard to a minimum possible welding time.
To counteract these effects in laser transmission welding, a more homogeneous temperature field is advantageous, in which the upper joining partner is not only heated by heat conduction from the joining zone, but also heats up more spatially. One solution for this is so-called hybrid welding, which is already state of the art in contour welding. Here, a further radiation source is added to the primary processing laser. Its so-called secondary radiation can, for example, consist of light of several wavelengths, with the aim of ensuring that certain components are also absorbed in the upper joining part and converted into heat. The process takes advantage of the fact that many polymers have a higher absorption rate at longer wavelengths of radiation.
A new approach to laser welding using multiple beam sources is being developed by Evosys Laser GmbH. In contrast to the technique already described, the workpiece is not irradiated simultaneously by the primary and secondary sources, but the radiation is alternately switched back and forth between the two in a specific time pattern. Through this irradiation strategy and a targeted selection of the applied wavelengths, the selective introduction of energy into one or the other joining part can be better controlled and matched to the desired process results. Since this development is aimed in particular at a quasi-simultaneous welding process, a laser is also used as a secondary radiation source, since it facilitates integration into common beam delivery systems, such as a galvanometric scanner.
This process, called “Advanced Quasi-Simultaneous Welding” (AQW), again focuses on extending current process limits, with the main goal of enabling a more efficient, reliable and faster welding process that also allows for more complex applications.
Do you have any further questions about the company or would you like a personal meeting? Our experts will support you right from the early stages of your project. Ask us for a personal consultation. We will take up your individual needs and show you solutions. You can reach us by phone at +49 9131 – 4088 – 1029 or by e-mail at sales@evosys-laser.com.