Laser Direct Joining of Metals and Polymers using modulated cw Laser Radiation
Subscribe to our NewsletterLaser direct joining of metals and polymers can reduce mechanical fasteners, simplify assemblies and enable new lightweight component designs. EVOSYS evaluates whether the process is suitable for the material combination, component geometry and production targets of a specific application.
Metal-plastic composites and hybrid structures are increasingly gaining in significance in many technical applications. In addition to the lightweight construction potential for the mobility sector, the simultaneous use of metallic and polymer materials in many other applications enables local tailoring of the mechanical, electrical, thermal, chemical or haptic product properties. In addition, the combination of different materials enables the use of the established forming processes and thus much greater freedom in the design than with monolithic parts. A number of joining processes are available for the production of such hybrid joints. Compared with alternative processes such as adhesive bonding, laser direct joining is characterized by short joining times and the lack of additional materials. Compared to mechanical joints using rivets or screws, there is no need for through holes for the fastening elements, which lead to reduced cross-sections and unwanted stress concentrations.
The processing principle of laser direct joining is shown in Fig. 1. The process consists of two main steps: First, a surface structuring of the metallic joining partner is carried out. This leads to an increased interaction area between the metal and plastic parts and suitable structures can create additional mechanical interlocking of the parts. In a second step, the thermoplastic joining partner is clamped to the metallic component and heated in the joining zone up to the melting temperature range. The plastic melt flows into the surface structures and can solidify there.
The geometry of the structures has a major influence on the resulting bond strength. In laser direct joining, both sub-processes, the surface structuring and the joining process, can be carried out using laser radiation. Due to the different requirements regarding the laser-material interaction of the two sub-processes, usually two different laser beam sources and processing stations are used.
Surface structuring
Due to the high energy density required for melting and vaporizing the metals, short-pulsed laser systems are usually used for surface structuring. Alternatively, continuous-wave laser systems can also be used in a remote cutting process for surface structuring.
Laser beam joining
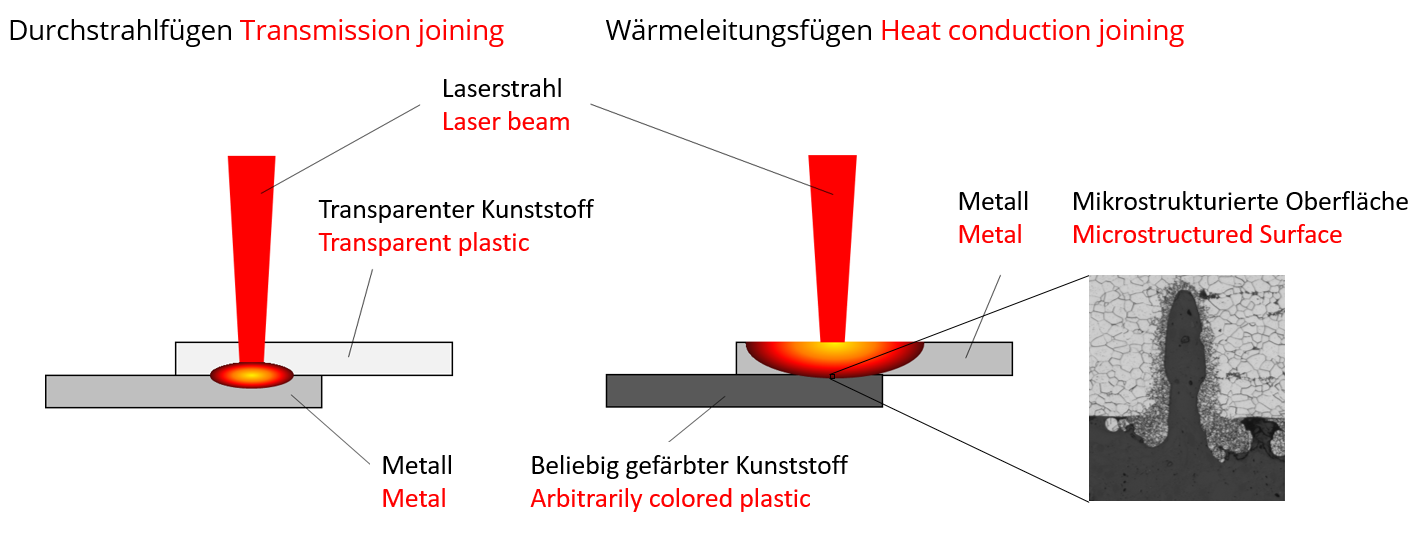
Regarding the heating of the joining zone, a distinction is made between transmission joining, where the metallic surface is irradiated through the plastic component, and heat conduction joining, where the back of the metal component is irradiated and the joining zone is heated exclusively by thermal conduction. Transmission joining is limited to materials with sufficient transmission for the laser radiation. These are typically uncolored plastics reinforced only with glass fibers. Due to the direct irradiation of the joining area, a locally limited heat input can be achieved. Heat conduction joining in contrast, is independent of the optical properties of the plastic component. Compared to alternative heat sources for direct joining processes, such as infrared heating elements or induction coils, the heating can nevertheless be limited to a small area and controlled precisely.
A compact and cost-effective system technology was developed in a collaborative research project between the Nuremberg University of Applied Sciences and Evosys Laser GmbH. With this technology, the entire process chain can be realized in a single system and with only one beam source. A highly efficient structuring process was implemented with the help of the fast power modulation of a continuous wave fiber laser. Compared to pulsed systems, this laser provides a high average power at moderate cost and the same beam source can be applied for both the structuring and joining processes. In comparison to remote cutting, the dynamics in the interaction zone required for effective melt expulsion are not primarily achieved by a high scanning speed, but by the power modulation of the laser. This reduces the demands on the scanning systems and the process parameters for structuring and the resulting structure geometries can be controlled much more precisely.
Materials and Methods
With polycarbonate (Makrolon GP 099, Covestro) and polyamide 6 (PA 6 XT, Gehr), one amorphous and one semi-crystalline thermoplastic were used in this study. Due to its excellent optical properties, polycarbonate allows a direct inspection of the joining zone and any process defects can be detected without the need for destructive methods. The metallic materials used were a low-alloyed, cold-rolled forming steel (DC04, 1.0338) and a high-strength aluminum alloy (EN-AW 7075, 3.4365).
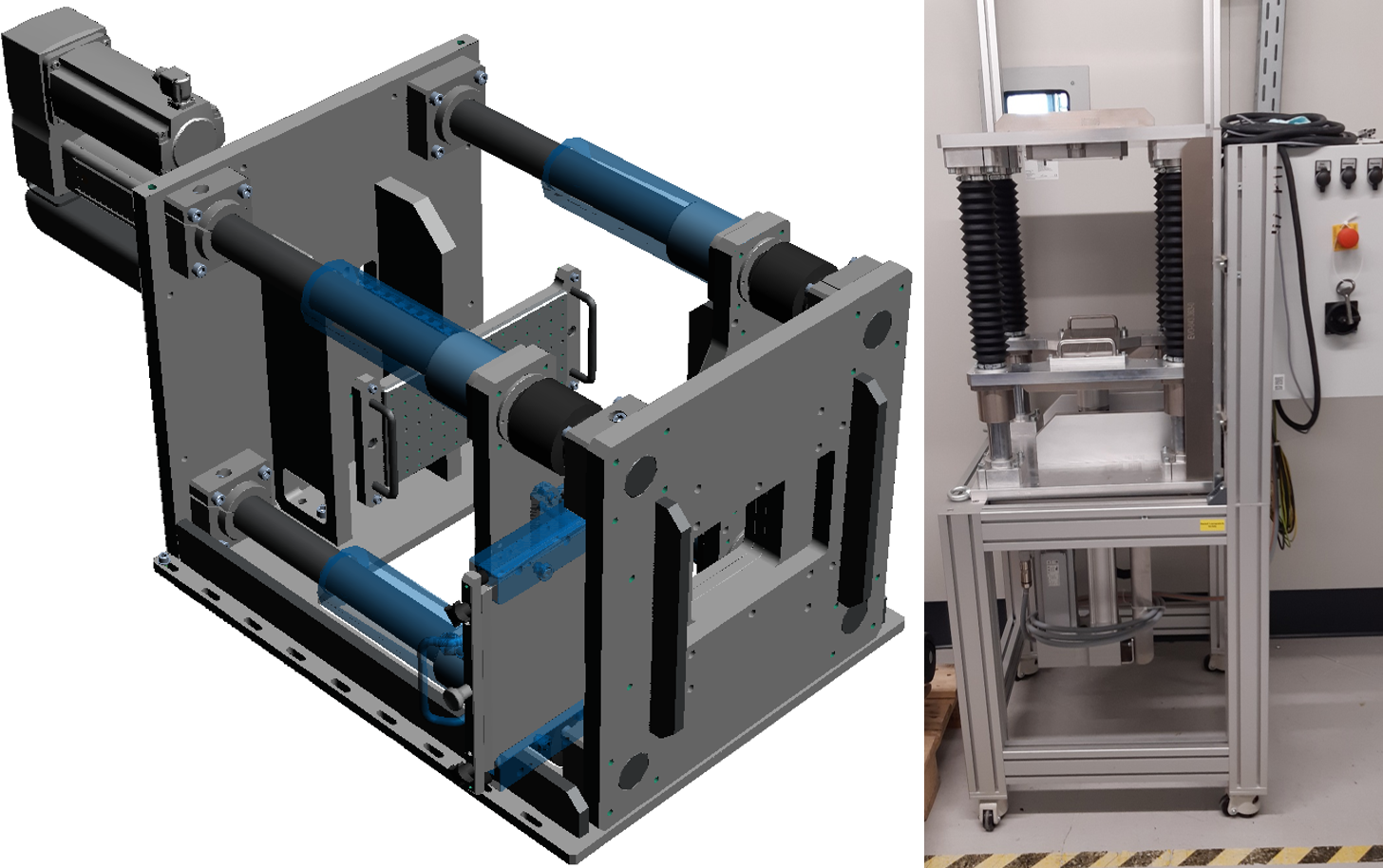
For the surface structuring and joining process, a single-mode fiber laser was applied. Additionally, an electromechanical clamping device as shown in Fig. 2 with two separate processing planes and a sliding tool insert with a glass pressure plate was developed.
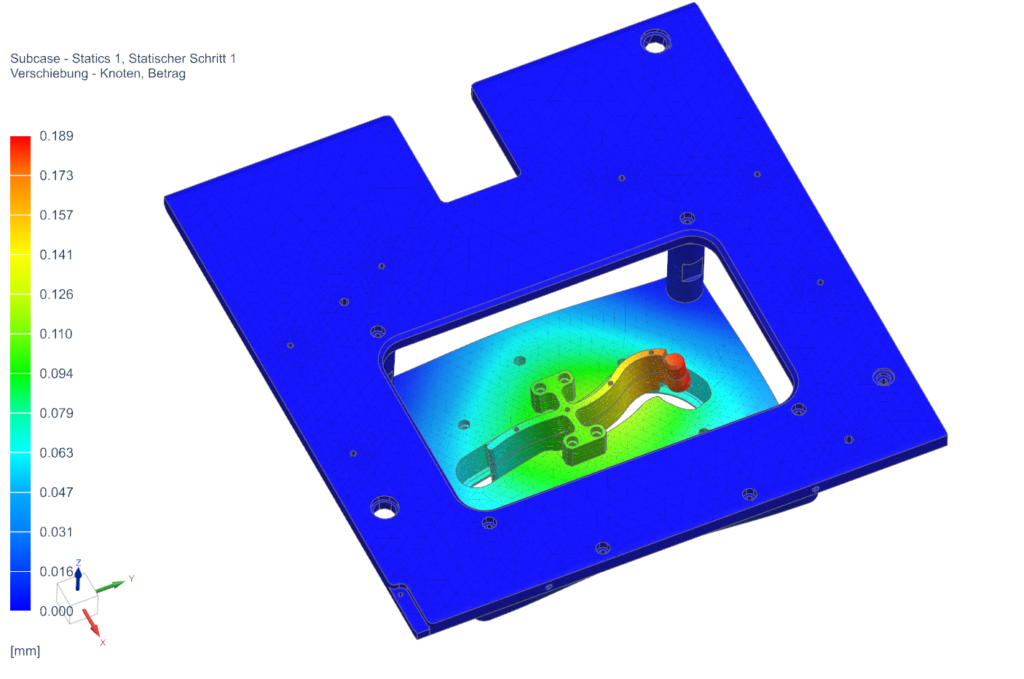
By selecting suitable process parameters and varying them, it was possible to ensure uniform melting – even in the critical edge areas where uneven heating due to heat conduction in the metal component has to be compensated for.
Summary
By using a fast-modulated fiber laser, the two essential processing steps of laser direct joining, the surface structuring and the joining process, can be carried out with only a single laser beam source. This enables the construction of particularly compact and cost-effective processing stations and can thus contribute to a further spread of the process. Very good joint strengths can be achieved with the developed process. Particularly noteworthy is the highly efficient structuring process, which leads to a significant reduction in processing times.