Case study dynaCERT Fluid Tank: Laser welding for lower CO2 and particulate emissions
Subscribe to our NewsletterdynaCERT Inc. from Canada is a manufacturer of liquid fuel tanks. The so-called HydraGEN™ HG1 units reduce carbon dioxide and particulate emissions from diesel engines and lower fuel consumption, especially in trucks and construction machinery. These fluid tanks are welded on Evosys laser systems using particle-free and economical laser plastic welding. This case study highlights the background of this project and provides insights into the process.
The proportion of particulate emissions in the air caused by trucks and construction machinery in Germany is higher than that of cars. dynaCERT, a high-tech company based in Toronto, has set itself the task of specifically reducing CO2 and particulate emissions from commercial diesel engines. The company has developed a retrofit system that produces pure hydrogen and pure oxygen on demand and feeds them into the engine’s intake tract. The so-called HydraGENTM technology allows the engine to burn much more efficiently, reducing nitrogen oxide emissions by up to 88 percent while cutting fuel consumption by up to 19 percent. In Germany, the system has already been tested and approved by the Federal Motor Transport Authority in 2019.
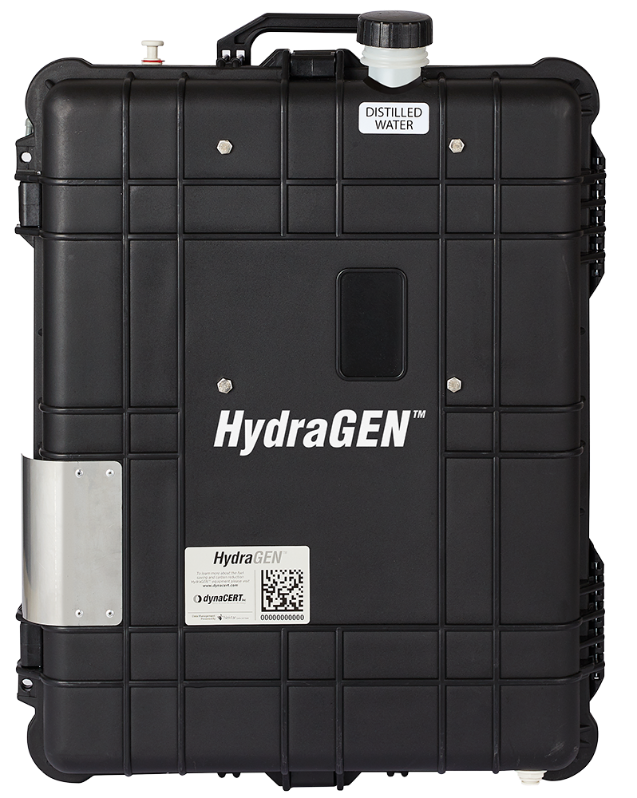
At the heart of the HydraGENTM technology is the HG1 unit, an easily retrofittable module the size of a carry-on suitcase. The HG1 is an electrolysis unit which, starting from distilled water, generates the two elements hydrogen and oxygen on demand and makes them available to the engine. This demand-controlled generation and supply eliminates the need for gas storage.
The technical implementation of the electrolysis unit in such a compact installation space is real high-tech. Due to the area of application, the HG1 unit must be extremely robust and waterproof overall. Inside, the electrolysis process requires an acidic electrolyte to accelerate the operation. This is stored in a section of a two-part tank. Furthermore, during operation, the process gases, which must not escape, are located inside. The two-part tank must be 100% tightly welded to exclude leakage over its lifetime.
The joining methods available were adhesive bonding, laser welding or hot plate welding. Due to the significantly poorer reliability and space requirements, the components cannot be bonded. In addition to the short cycle time, the low space requirement of the joining process and the high process reliability were the main arguments in favor of laser welding of the assembly. The tool costs are also low compared to alternative processes.
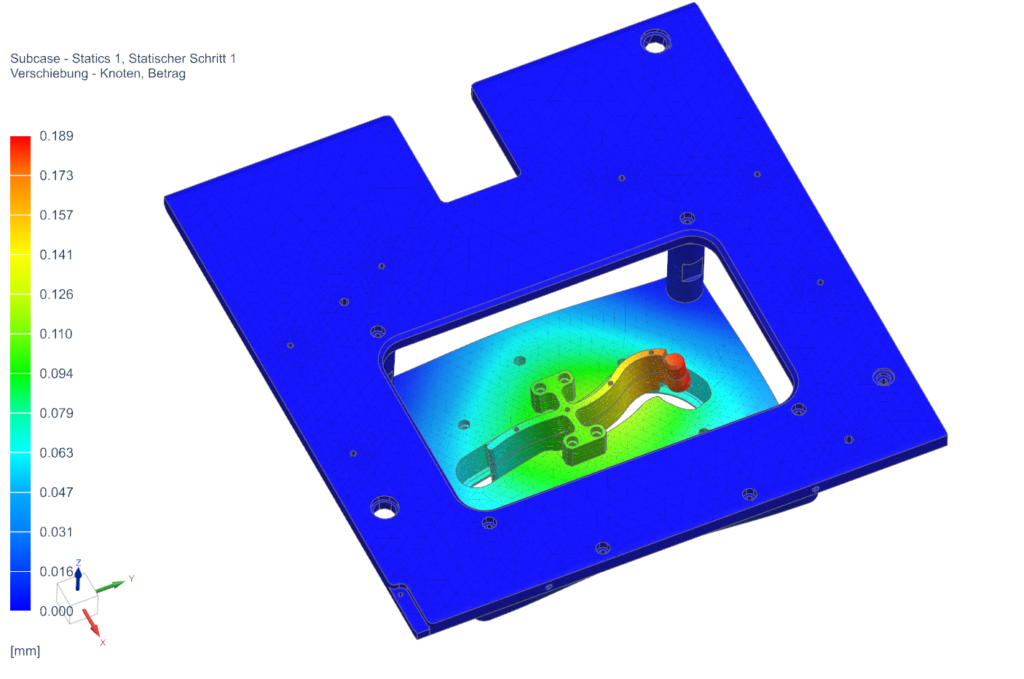
Another advantage of laser welding is the achievable accuracy. Due to the very small heat-affected zone, tight tolerances can be maintained here. Finally, the good possibilities for online process monitoring, the high weld strength that can be achieved and the fact that no expensive filler materials are required are also proven advantages of laser technology. There is practically no material waste, and no reworking is required after welding.
Laser plastic welding – the Technology
In conventional transmission welding, a material that is transparent to the wavelength of the laser radiation is combined with an absorbent one. The laser beam is focused through the laser-transparent shaped part onto the absorbent joining partner, which melts on the surface. Via heat conduction, the permeable component, which is pressed on with a defined force, is also plasticized: a material bond is created. Because of the overlapping arrangement of the joining partners, the optical behavior of the polymer is of great importance. In the wavelength range of the lasers usually used, the near infrared (808 to 980 nm), most unfilled thermoplastics are sufficiently transparent to be welded up to a thickness of a few millimeters. The absorption of the lower joining partner is adjusted by adding absorbing additives – in the simplest case (as here) by particle carbon black.
In addition to this basic principle, the type of irradiation strategy is an important feature for classifying the process variants. A distinction is made between contour, simultaneous and quasi-simultaneous welding. Since each of the processes has its specific advantages or characteristics, a decision must be made for each application as to which type of energy input is to be used. Quasi-simultaneous welding is used for the assembly processed here. In this process, the laser beam is guided along the weld contour at very high speeds of up to 10 m/s using galvanometric mirrors. The aim is to scan the contour several times at such a high speed that the entire weld seam is heated and melted virtually simultaneously. This offers the possibility of bridging a joining path to compensate for inaccuracies due to mold part tolerances.
Application consulting concerning the material
An acrylonitrile-butadiene-styrene copolymer (ABS) was selected as the material because of the optical and mechanical constraints. Because of the requirement for the assembly that the levels be easy to read, the coloring was done differently than usual in consultation with the application experts at Evosys Laser GmbH. In the present case, the color configuration was swapped, i.e., the normally laser-transparent base plate is colored black absorbent by adding pigment carbon black. The thermoplastic natural color is used for the laser-transparent tank. In a conventional arrangement, this would normally be the absorbent joining partner.
Due to the resulting high structure of the laser-transparent joining part and the protruding connections, no normal clamping tools can be used for the process. The laser beam must be guided around the structure into the welding area via a so-called mirror tool. This clever and robust technology has already been used successfully for years in similar series applications.

EVOSYS System Technology
A suitable production system was selected for the manufacture of the tanks in cooperation with the plant manufacturer. Due to different variants of the assembly and its manual loading, a stand-alone system is predestined for production. The EVO 1800 from Evosys Laser GmbH is particularly suitable due to its intuitive operating concept, easy process changeover using the EvoLaP process software and integrated process monitoring. Inside, the standardized laser welding system makes use of out-of-the-box modules from the machine manufacturer’s range. All components, such as the laser and the control system, are integrated in the system housing – thus achieving a compact design.
The core element of the machine is the laser source with subsequent beam shaping and guiding. The beam is guided into a galvanometer scanner with a special optics setup. Following the scanner is an F-Theta lens that focuses the beam into the processing area. To process the complex shape of the weld, the laser beam travels over it several times in succession. In the process, the beam is directed into the joining plane via a mirror tool. The necessary mirror elements are attached directly to the clamping tool. A component-specific clamping unit ensures exact positioning of the two components to be joined.

Summary
The production of the HG1 unit tank at dynaCERT proves that laser welding of plastics is a highly reliable technology with numerous advantages. Experience in series production – both with the process itself and with the EVO 1800 laser welding system used – has been consistently positive: the clean and robust process guarantees high output even with fluctuations in material properties and component geometry. The system also features high availability with extremely low follow-up costs and virtually no material waste. The low-maintenance laser and the reliable mechanical and electrical components contribute to this.
You have a similar project and want to implement it? Ask us for a personal consultation, in which we take up your individual concerns and show you solutions. You can reach us by phone at +49 9131 – 4088 – 1029 (Mr. Holger Aldebert) or by e-mail at sales@evosys-laser.com.