
Laser-Kunststoffschweißen
Das Prinzip des Laser-Kunststoffschweißens
Beim Laser-Kunststoffschweißen (auch Laser-Durchstrahlschweißen genannt) wird ein für die Wellenlänge des Lasers transparentes Oberteil mit einem Unterteil kombiniert, das den Laser absorbiert. Der Laserstrahl wird durch das lasertransparente Teil auf das absorbierende Gegenstück fokussiert, wodurch die Oberfläche des letzteren schmilzt.
Durch die Anwendung von Anpressdruck auf die beiden Hälften des zu schweißenden Bauteils entsteht eine stoffschlüssige Verbindung. Der Kunststoff wird nur an der Stelle geschmolzen, an der er direkt dem Laser ausgesetzt wird, und verfestigt sich unmittelbar danach, so dass kein geschmolzenes Material herausgedrückt wird. Das Verfahren kann auch für große Komponenten verwendet werden.
Überblick über den Prozess
Fügen von Teilen: Präzises Laserschweißen von transparenten und absorbierenden Komponenten
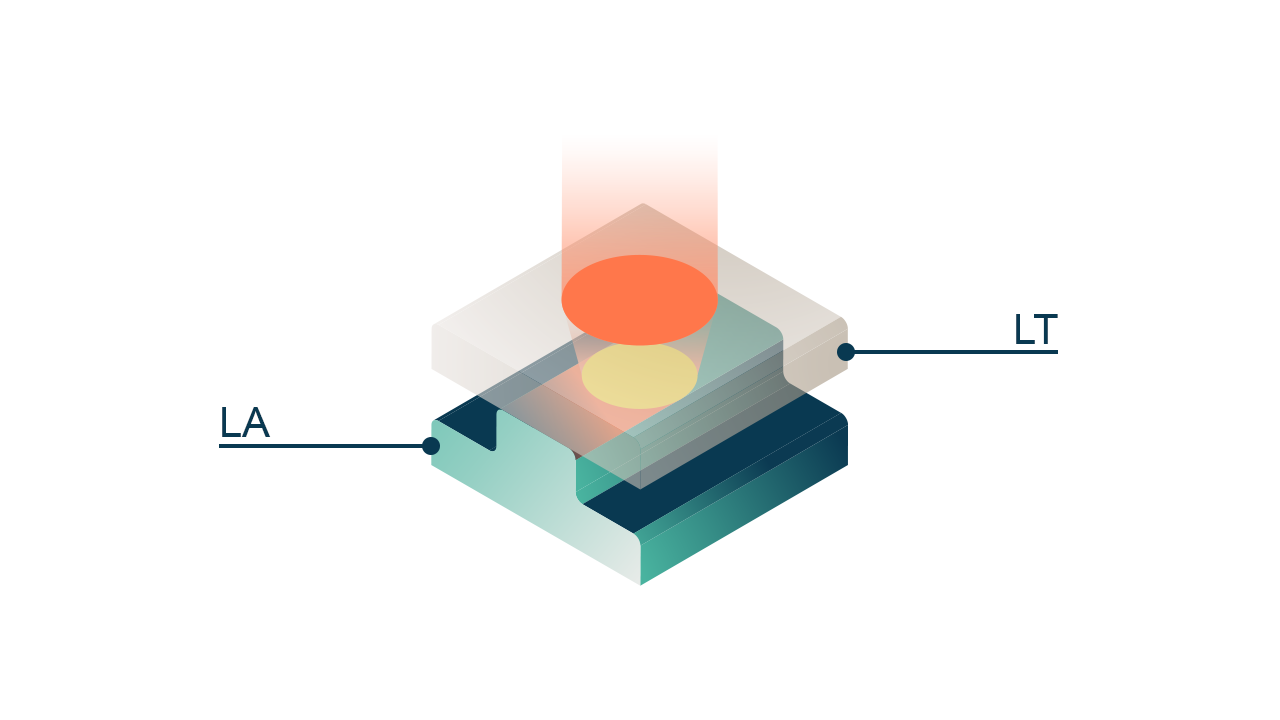
Beim Laser-Kunststoffschweißen werden zwei verschiedene Fügeteile kombiniert: ein transparentes Fügeteil (LT) und ein absorbierendes Fügeteil (LA). Das transparente Teil lässt die Laserenergie durch, während das absorbierende Teil die Energie kontrolliert aufnimmt. Die Komponenten sind vormontiert und im gewünschten Montagezustand fixiert.
Bei einer Überlappschweißung werden die zu verbindenden Teile mit definierter Kraft zusammengepresst. Der Laserstrahl geht durch das LT-Teil und trifft auf die Schweißrippe am LA-Teil. Die Rippe wird direkt durch den Laser geschmolzen. Durch die Wärmeübertragung schmilzt auch das LT-Teil in der Kontaktzone und es entsteht eine starke, feste und dauerhafte Materialverbindung zwischen den beiden Fügeteilen.
Dieses Prinzip eignet sich für alle Standardanwendungen – von kleinen bis großen Teilen, komplexen Schweißgeometrien und mikrofluidischen Komponenten bis hin zu radialen Formen – und bietet eine präzise und zuverlässige Verbindungslösung für Kunststoffbaugruppen.
Transparente Fügeteile: Präzises Laserschweißen ohne absorbierende Zusatzstoffe
Bei diesem Laser-Kunststoffschweißverfahren werden zwei transparente Fügeteile (LT1 und LT2) ohne die Verwendung von absorbierenden Zusatzstoffen zusammengefügt. Die Komponenten werden vormontiert und im definierten Montagezustand positioniert.
Bei einer Überlappschweißung werden die transparenten Fügeteile mit einer definierten Kraft zusammengepresst. Die Laserenergie durchdringt beide Teile, ein kontrollierter Teil der Energie wird im Material absorbiert und schmilzt beide Fügepartner in der Kontaktzone auf. Das geschmolzene Material verbindet sich und bildet eine homogene, feste Schweißnaht.
Dieses Prinzip eignet sich besonders für Anwendungen, bei denen absorbierende Zusätze nicht zulässig sind, z.B. in empfindlichen, stark regulierten oder reinheitskritischen Kunststoffbauteilen.
Absorbierende Fügeteile: Flexibles Laserschweißen für nicht-transparente Materialien
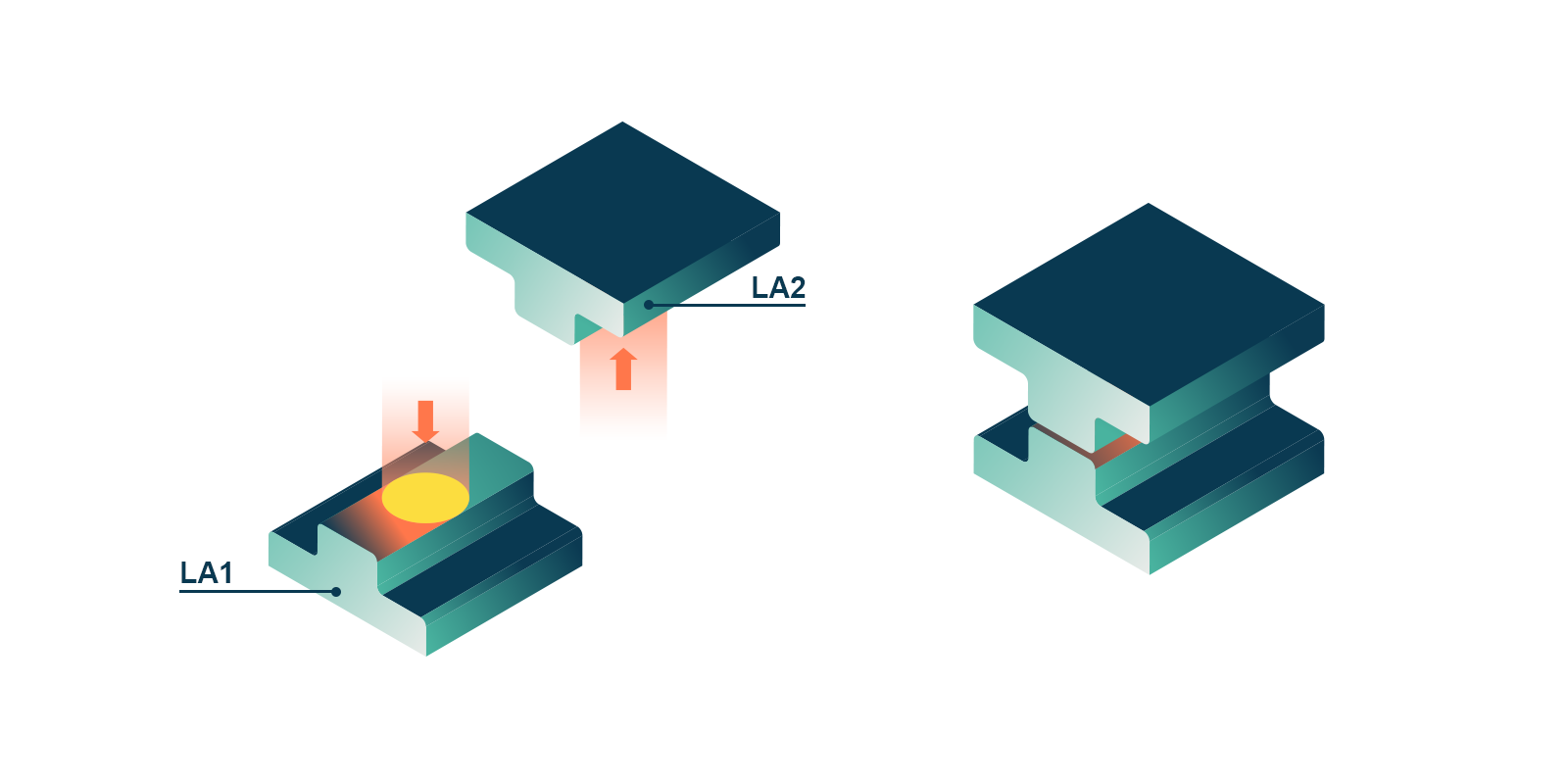
Bei diesem Verfahren werden zwei absorbierende Fügeteile (LA1 und LA2), die jeweils mit einer Schweißrippe ausgestattet sind, in getrennten Nestern positioniert. Die Laserenergie wird direkt auf die Schweißrippen aufgebracht und schmilzt beide Rippen kontrolliert auf. Sobald der definierte Schmelzzustand erreicht ist, wird der Laser abgeschaltet und die Fügeteile werden mit einer bestimmten Kraft zusammengepresst. In der Kontaktzone verbindet sich das geschmolzene Material und bildet eine starke, dauerhafte Schweißnaht.
Dieses Prinzip eignet sich besonders für Anwendungen, bei denen keine transparenten Materialien verwendet werden können, zum Beispiel kohlefaserverstärkte Kunststoffe, sowie für große Bauteile, komplexe Schweißgeometrien und die Umsetzung neuer Materialkombinationen.
Die Farbauswahl hat einen direkten Einfluss auf die Machbarkeit und das Prozessfenster beim Laser-Kunststoffschweißen. Dunkle und absorbierende Farbkombinationen wie ungefüllt + schwarz oder schwarz + schwarz sind vergleichsweise einfach zu schweißen, da sie die Laserenergie effizient absorbieren und eine stabile Schmelzschicht erzeugen. Bei farbigen Teilen (Farbe + Schwarz, Farbe 1 + Farbe 2 oder Farbe 1 + Farbe 1) wird die Wechselwirkung zwischen Pigmentierung und Laserwellenlänge komplexer und erfordert angepasste Prozessparameter und Materialauswahl.
Am oberen Ende der Schwierigkeitsskala liegen die Kombinationen transparent + transparent und vor allem weiß + weiß, bei denen die Absorption sehr gering ist und der Laserstrahl das Material weitgehend durchdringt. Mit seinem spezialisierten Prozess-Know-how, geeigneten Laserquellen und optimierten Additiven realisiert Evosys zuverlässig alle diese anspruchsvollen Farbkombinationen beim industriellen Laser-Kunststoffschweißen.
Download
Leitfaden Laserschweißen
Dokument herunterladenMöchten Sie ein persönliches Beratungsgespräch?
